锦桥纺织网—资讯频道> 论文资料>正文
杨云灿(大理华兴纺织有限责任公司)
摘要:简述了电磁波滋波对人体伤害的情况,阐述了纺织界就抗电磁波、电磁波屏蔽、电磁辐射、电磁感应、静电起爆、静电干扰、降低噪音、导热、导电、耐腐蚀的基本方向。提出了金属纤维混纺纱工艺研究的路线、方法。强调了生产过程中的需要引起注意的事项和金属纤维混纺纱线在检测中遇到的情况与处理办法,对于制造金属纤维混纺纱线的企业具一定的指导意义。
关键词:金属纤维;纱线;工艺
1.课题的提出
金属纤维混纺织品虽已大量面世,而金属纤维混纺产品研制技术的公开资料甚少,本文旨在提供金属纤维混纺纱线的工艺方法。
国内纺织界就抗电磁波、电磁波屏蔽、电磁辐射、电磁感应、静电起爆、静电干扰、降低噪音、导热、导电、耐腐蚀方面,在90年代开始有人在进行过研究试验,进入2000年该项技术有了突破性进展。但该项纺纱技术一直处于保密之中。
医学界证实,随着电器使用率愈来愈普及,电磁波对人体影响也愈来愈大。电视台、广播电台、家用电器、移动电话、电脑设备及高压电线已成为电磁波滋生源,所产生的辐射对人体伤害较明显。在到处充满电子电讯用品器材的现代生活,其电磁干扰特性有可能使人面临危害的境地,但我们却有可能不得而知。有研究表明长时间使用电脑之後,会出现乏力、眼睛疲倦、肩痛、网球肘、头痛、困倦、焦躁、失眠。电磁波还会使人的免疫机能下降、人体中的钙质减少,视觉障碍、白血病、脑肿瘤等等症状。对于孕妇有可能引起异常生产、流产.......此外,电磁波还能产生出扰乱人体状态的正离子。美国驻某国大使馆人员长期受到对方人为针对性发射的大功率、高强度电磁波,造成该大使馆人员出现烦燥、失眠等不良反应,严重者白血球数上升,且癌发生率较正常人为高。又如受大功率远程微波雷达影响下的地区,经调查,当地癌患者急增。除上述的电磁辐射对健康的危害外,它还对内分泌系统,听觉,物质代谢,组织器官的形态改变,均可产生不良影响。从而抗电磁波成为了纺织功能性新产品研究的焦点、热点。
金属纤维不但具有金属材料本身固有的一切优点,还具有非金属纤维的一些特殊性能,在其内部结构、磁性、热阻、熔点、抗电磁波辐射、抗静电、电磁波屏蔽、面料散热等方面有着其它材料无法比拟的功能及可纺性功能。且具有良好的导热、导电、柔韧性、耐腐蚀性使其由传统材料发展成新型纺织材料而身价倍增,应用领域也得到更大扩张。作为金属材料的深加工产品,同时也是高附加值、具一定科技含量的产品,被广泛应用于国防科技、石油、化工、化纤、纺织、电子、军工、航空、航天等领域。
作者通过对金属纤维纱线的研制,选用的金属纤维性状、提出的具体工艺方法、生产过程中主要存在的问题及解决办法提出见解。
2.主要生产工艺方法及简介
2.1采用的金属纤维
进入21世纪,国内金属纤维制造企业有所增加,本次选用的是江苏丹阳凯富达过滤器材有限公司生产的6μm×4500芯/束金属纤维牵切束丝,如图1、2、3所示,图1、图2为波压金属纤维盘条。其表面有规律性连续的波形轧痕,使纤维具有优良的抱合力,从而有利于纺纱生产过程中能与其它混入的纤维有优良的可纺性。
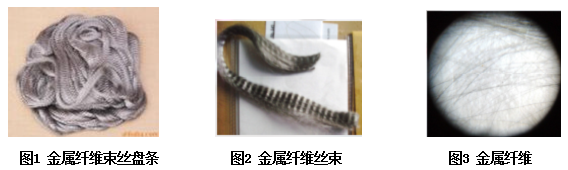
金属纤维(MTF)使用的是316含钼不锈钢种制造。常温条件下,能耐浓度为15%~85%的H2SO4,同时还具有良好的抗氯化物、强酸碱等化学侵蚀的性能。6μm金属纤维比头发丝还细,似棉花般柔软,像蚕丝手感,具有细微化和柔软化的特征。很适合纺织工业化生产。同时亦适合与棉、再生纤维、合成纤混纺、功能性纤维混纺,可以制造不同的要求纱支,其广泛的适应性,增大了最终产品的多样性、功能性织物的制造。
表1 凯富达金属纤维束丝主要技术指标
| 平均直径(um) | 束丝纤维根数(根) | 束丝平均米重(g/m) | 单纤强力(cN/dtex) | 伸长率(%) |
| 6 | 4500 | 5.288 | 0.50~0.57 | <0.6~1.8 |
2.2生产产品
CJ84/MTF16(精梳棉80%/金属纤维20%)18.2tex金属纤维混纺纱
2.3原棉情况
本产品为精梳高档纺织品,要求外观好,条干均匀,棉结杂质少。故选用短绒、棉结少,成熟度适中,含杂率低,色泽佳,整齐度好的原棉。
2.3.1配棉工艺
表2 配棉比例
| 新疆喀什229(%) | 山东陶县329(%) | 河南商丘229(%) | 加权平均等级(级) |
| 40 | 25 | 35 | 2.3 |
表3 配棉技术指标
| 品质长度(mm) | 主体长度(mm) | 短绒率(%) | 棉结(粒/100g) | 断裂强力(cN) | 疵点总数(粒/100g) | Mic | 回潮率(%) |
| 33.6 | 30.9 | 10.8 | 30 | 4 | 65 | 4.1 | 7.8 |
2.4工艺流程
FA002D型自动抓棉机→A035A型混开棉机→FA106型豪猪式开棉机→A092AS型双箱给棉机→A076E型单打手成卷机→FA201E型梳棉机→FA334型条卷机→FA344型混并卷机→FA261型精梳机→FA315型并条机,金属纤维束丝混入(头并)→FA315型并条机(二并)→JSFA411型粗纱机→FA506型细纱机→GA014型络筒机。
2.5各部主要工艺参数与质量检测
表4 清花主要工艺参数与棉卷质量检测
| 棉卷长度(m) | 棉卷定量(g/m) | 棉卷平均重量不匀率(%) | 平均卷重合格(%) |
| 36 | 370 | 1.18 | 100 |
表5 梳棉主要工艺参数
| 定量(g/5m) | 锡林速度(r/min) | 刺辊速度(r/min) | 道夫速度(r/min) | 锡林—盖板隔距(mm) |
| 18.5 | 360 | 850 | 240 | 0.23,0.20,0.20,0.20,0.25 |
表6 生条质量检测
| 定量(5g/m) | 平均结杂(粒/g) | 条干CV(%) | 生条重不匀率(%) |
| 19 | 91 | 3.5 | 1.05 |
表7 FA334型条卷机主要工艺参数
| 生条喂入根数(根) | 棉卷定量(m/g) | 成卷速度(m/min) | 小卷规格(mm) |
| 22 | 60 | 55 | 450X230 |
表8 FA344型条卷机主要工艺参数
| 并卷数/个 | 棉卷定量(m/g) | 成卷速度(m/min) | 小卷规格(mm) | 后牵伸倍数(倍) | 车速(m/min) |
| 6 | 65 | 50 | 450X300 | 1.34 | 50 |
表9 FA261型精梳机主要工艺参数
| 干重(g/5m) | 后牵伸倍数(倍) | 给棉长度(mm) | 钳次(次/min) | 落棉率(%) |
| 22.5 | 1.33 | 5 | 240 | 18 |
表10 精梳条质量检验
| 条干CV(%) | 精梳条棉结(粒) | 喂给长度(mm) | 重不匀率(%) | 落棉含短绒率率(%) |
| 3.6 | 20.3 | 5.2 | 0.6 | 74.2 |
表11 并条主要工艺参数
| 道数 | 并合数(根) | 后区牵伸倍数(倍) | 前后区罗拉隔距(mm) | 定量(g/5m) |
| 头并 | C5/MTF 1 | 1.6 | 25×33 | 19 |
| 二并 | 8 | 1.2 | 25×33 | 17.8 |
表12 粗纱主要工艺参数
| 干重(g/10m) | 后牵伸倍数(倍) | 罗拉隔距(前×中×后) |
| 4 | 1.3 | 14×26×32 |
表13 细纱主要工艺参数
| 干重(g/100m) | 后牵伸倍数(倍) | 罗拉隔距(前×后) |
| 2.43 | 1.3 | 18×34 |
络筒:车速600m/min,电清使用QS—5型光电式电清,切疵正常。
2.6成品质量检测
表14 成纱物理指标检测
| 断裂强度/cN·tex-1 | 单强CV/% | 断裂伸长/mm | 断裂伸长率/% | 重米百量CV/% | 重量CV/% | 黑板条干 | 结杂/粒 |
| 9.4 | 8..9 | 28.6 | 5.77 | 1.81 | 1.4 | 10:0:0:0 | 52 |
3.金属纤维混纺纱在检测中的问题及采取的对策措施
3.1公定回潮率的计算
棉:8.5%,金属纤维:0%,计算得到CJ84/MTF1632S金属纤维混纺纱的公定回潮率为:7.14%
3.2检测发现的情况与对策措施
当金属纤维束条在头并混入后,似对生条进行电子条干品质检测,但由于电子条干仪系电容式,不适合金属纤维介质系数,故头、二并不再进行电子条干的检测;之后包括粗纱、细纱亦不进行电子条干的检测。
4.金属纤维混纺纱线生产过程中的注意事项
4.1金属纤维选用
金属纤维原料目前主要有两种见图4、5。未经过“波压”,纤维呈平直状,纤维抱合力较差,经小样试验,在并条工序容易产生断金属纤维束丝条现象。而选择图片1具有波压过的金属纤维束丝,在并条引出条时极少发生断条现象,从而避免缺金属纤维条开车的质量问题发生。

4.2皮辊磨损严重
我们发现并条、粗纱、细纱工序,皮辊在动程内磨损较为严重,特别是并条皮辊一般在一周后就有较为明显的磨损沟槽出现,此时,绕皮辊的情况容易出现,而在此前,几乎无绕并条皮辊现象发生。粗纱和细纱皮辊也极易出现磨损现象,这是与纱线中含金属纤维有直接原因。鉴于皮辊磨损严重,我们将皮辊硬度作了调整
表15
| 项目 | 邵尔硬度(A0) | 使用周期(天) | |
| 并条 | 改前 | 73 | 7 |
| 改后 | 86 | 14 | |
| 粗纱 | 改前 | 73 | 10 |
| 改后 | 81 | 21 | |
| 细纱 | 改前 | 65 | 7 |
| 改后 | 81 | 18 |
罗拉一个月内磨损几乎看不出,仅看动程内罗拉较为光洁;经对粗、细纱皮圈磨损观察,发现不像皮辊磨损这么严重,因此皮圈的调换周期照常进行;钢丝圈磨损也较为明显,正常纱是每两周更换一次,但生产金属纤维纱线,钢丝圈周期调整为一周一次,否则钢丝圈磨损较为明显,此时毛羽增加,断头上升;生产金属纤维纱线,细纱千锭时断头仅18根左右,由于断头少,值车工可以适当增加看台能力;从而能降低工费成本。
5.亟待注意的问题
由于金属纤维混纺纱线中含有了金属纤维使其直径与单位体积随着金属纤维含而变化,同比纯纺产品,含金属纤维材料的纱线,密度加大,直径变小,这对于织物密度会产生影响,在织物设计时应予注意;
鉴于目前使用的电容式电子条干仪金属纤维介质系数与普通常规纤维的介质系数差异,造成目前电容式电子条干仪没法使用,因而缺乏相关的检测数据;
由于介质不同,在电容式电子清纱器中,金属纤维混纺纱线一放入探测器中纱线会立即被切断,故电容式电子清纱器不能用于清除金属纤维混纺纱线中的疵点。因此电清必须使用光电式电子清纱器,而光电式清纱器介质系数设置,需要比普通纱线略为大些,具体的是根据百管断头情况调整。
金属纤维混纺纱线的半成品检测用传统的检测方法也能对半成品质量进行控制,如,条干使用”萨氏条干仪”,成纱使用黑板条干检测。
由于金属纤维混纺纱线强度大,值工断头接头时,容易拉伤手指,于是值车工,自己用白胶布将手指包缠启发我们,操作需要注意这一细节;
关注含有金属纤维的回花的管理工作,严格此项工作是非常重要的;
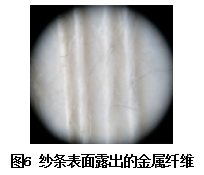
在10×10倍显微镜下观察对,金属纤维由于比重相对而言棉纤维大,在高速气圈的作用下,金属纤维头部的离开棉纱的现象(图片6),提示在捻系数设计时需要偏大掌握,这样可以使得毛羽适当减少的同时,金属纤维毛羽也能适当减少。
6.结语
有研究机构已被证实金属纤维混纺纱线具有抗电磁波、电磁波屏蔽、电磁辐射、电磁感应、静电起爆、静电干扰、降低噪音、导热、导电、耐腐蚀等良好功能,作为功能性纱线,该纺织品应该有较好的市场前景和较高的附加值。
对于牵切金属纤维的纺纱生产,并、粗、细罗拉隔距须适当放大,以防止质量不良;
工艺设计的重点是关注金属纤维含量的控制,这直接关系到原纱成本;
金属纤维束丝在头并上掺入,便于定量的控制。为了控制含量,必要时精梳条可进行预并控制。
并条、粗纱、细纱的皮辊需要适当加大皮辊硬度,以期降低皮辊的损耗,从而降低生产成本;
电容式检测仪器不适合对含有金属纤维产品的半成品、成品进行检测;
电容式电子清纱器也不能用于对含有金属纤维产品成品纱线进行切疵处理,而光电式电清能有效地切除上面的疵点,其基本工艺设置与同品种相比,需要调介质系数,并关注百管断头及切疵情况;
生产金属纤维混纺纱线,适当调整钢丝圈使用周期是必要的
金属纤维混纺纱断裂强度较同纱支的单强随着金属纤维的增加而提高,从而能增加织物的强度,减少织造过程的断头;
细纱接头时需要用胶布包缠手指,防止金属纤维纱线拉伤手指;
生产上需要严格注意回花管理,严格防止有金属纤维的回花混入其它产品而造成质量事故;
成纱捻系数适当加大,有利于金属纤维混纺纱线的毛羽减少。

 客服专线:0532-6688 6655
客服专线:0532-6688 6655
 不良信息举报专线:18561373117
投诉建议:18954212638
传真:0532-66886657
不良信息举报专线:18561373117
投诉建议:18954212638
传真:0532-66886657