锦桥纺织网—资讯频道> 论文资料>正文
罗维新 秦新波 李春光 钟毅
(华纺股份有限公司东华大学生态纺织教育部重点实验室)
摘要:针对纯棉机织物常规高温前处理工艺存在的强力损失和能耗较大等问题,试验采用高浓度双氧水低温低碱工艺对纯棉机织物进行一步法处理。通过单因素实验探讨了各工艺参数对前处理效果的影响,并优化了工艺条件。结果表明:织物在30%H2O280g/L,NaOH20g/L,50℃下堆置90min,就能获得很好的半制品,在该体系中加入4g/L的漂白活化剂DZ-1,能大幅提升半制品的质量。该工艺具有显著的节能减排、高效和生产成本低的特点。
关键词:前处理;双氧水;高浓度;低温;低碱;棉织物
棉机织物的前处理一般采用高温碱煮为主的退浆、煮练及高温氧漂工艺,该工艺虽具有很好的前处理效果,但处理条件剧烈(高温、强碱)、能耗大(约占染整加工总能耗的70%)、排污量大。此外,织物在高温强碱条件下处理,强力损伤较大,手感也较差。随着能源、污水处理费用的不断攀升,前处理的能源及排污成本严重影响了企业了效益。因此,开发低温、环保、高效的前处理工艺已成为当前研究的热点和重点。本试验尝试采用高浓度双氧水低温低碱工艺对纯棉中厚机织物进行一步法前处理。
1 高浓度双氧水低温低碱前处理工艺基本依据
1.1 低温前处理的基本原理
棉织物的前处理主要是去除棉纤维上的共生物、色素和浆料。要实现低温前处理,必须分别实现低温煮练和低温漂白。
棉织物的煮练主要是去除棉纤维上的浆料、果胶、蜡质、含氮物质及灰分等杂质,主要依靠表面活性剂的润湿、渗透、乳化、分散等物理作用及烧碱对一些杂质的水解和皂化等化学反应共同完成。众所周知,化学反应的速率取决于反应温度、反应物的浓度和催化剂的使用。一般而言,反应温度提高10℃,反应速率可提高2~3倍。提高反应物的浓度,有利于反应向生成水解物的方向进行,从而提高反应速率。此外,选择优异的催化剂可以降低反应的温度。煮练时烧碱本身就是催化剂,传统冷轧堆煮练工艺就是利用提高烧碱浓度和延长反应时间来实现低温煮练。
棉织物的漂白主要是借助双氧水的氧化作用对有色物质的发色基团进行破坏而使其消色。除氧化色素外,双氧水也可氧化纤维上的一些伴生物和浆料,能进一步的去除杂质。双氧水的活化能较高,在低温下分解缓慢,通常采用如下两种方法来实现低温漂白:一是提高双氧水浓度并延长处理时间,如冷轧堆漂白工艺,通常需堆置18~24h才能获得满意的白度;二是采用漂白活化剂或催化剂来促进双氧水在低温下的有效分解。漂白活化剂是一类有机过酸前驱物,在碱性双氧水溶液中与HOO-反应可释放出过氧酸。过氧酸的氧化性比双氧水强,可在低温下发挥优异的漂白作用。目前,已开发的漂白活化剂主要有四乙酰乙二胺(TAED)、壬酰氧基苯磺酸钠(NOBS)和N-[4-(三乙基铵甲撑基)]己内酰胺(TBCC)等。漂白催化剂主要是一些模拟过氧化物酶活性中心结构的金属配合物,如酞菁、大环多胺的铁、锰、钴等金属配合物。这些金属配合物与双氧水作用,可生成氧化性极强的高价态中间物质(如LFeⅣ=O、LMnⅤ=O等,L为配体),能够在较温和的条件下氧化色素达到漂白目的。在体系中加入活化剂或催化剂,可将传统冷轧堆漂白工艺的漂白时间缩短至4~6h,大大提高加工效率;而对于传统高温(98℃~102℃)热漂工艺,则可将漂白温度降至80℃甚至更低,可节省大量的蒸汽。
1.2 高浓度双氧水低温低碱前处理工艺的提出
冷轧堆碱氧一浴法工艺与传统退、煮、漂工艺相比,具有加工流程短、节约能源、加工成本低、设备一次性投资少等优点。但传统冷轧堆碱氧一浴法工艺中所用的烧碱浓度很高(约40~60g/L),即便是在低温下堆置,经过长时间(18~24h)的反应,还是会对棉纤维造成潜在损伤,而且手感变硬,影响产品质量。这主要由于高浓度烧碱条件下,双氧水无效分解过多,产生的自由基也较多,使纤维受到过度氧化。为降低或消除这种负面影响,我们尝试采用降低烧碱的用量及提高双氧水的浓度的工艺对纯棉中厚机织物进行低温前处理。
降低烧碱的用量是基于两方面的考虑:一是提高双氧水的利用率及降低纤维强力损失的几率;二是表面活性剂的耐碱性问题。烧碱对双氧水的分解有一定的活化作用,提高烧碱的用量,可加快双氧水的分解,但同时其无效分解也增多,不仅造成浪费,而且对纤维造成潜在损伤的几率也会增大。如前所述,棉织物的煮练是由烧碱和表面活性剂的共同作用完成。对于许多性能优异的非离子表面活性剂,其亲水基团在强碱性条件下易被破坏而产生漂油、絮凝等现象,从而限制其使用。脂肪酸甲酯乙氧基化物(FMEE)是一种除油去蜡优异的非离子表面活性剂,其去油力是脂肪醇聚氧乙烯醚1.5倍,是三乙醇胺油酸皂的2.5倍。在除蜡方面,FMEE的除蜡能力是脂肪醇聚氧乙烯醚1.6倍,是三乙醇胺油酸皂的1.4倍。FMEE在针织物精练及洗涤行业中得到了广泛应用,但因高温耐碱性差而限制其在机织物精练中的应用。因本试验采用低温低碱工艺,故选用FMEE作为主要的去蜡组分,并与具有优异乳化和润湿性能的非离子表面活性剂异构十三醇聚氧乙烯醚(10EO)(E-1310)共同使用,使其在低温下能够有效去除织物上的果胶、蜡质等杂质。此外,在轧液中加入高效渗透剂,以提高织物的带液率,通过提高反应物的浓度来提高反应速率并降低处理温度。
传统冷轧堆前处理工艺中双氧水(30%)的用量一般为45~60g/L,浸轧碱氧液后,一般需打卷堆置18~24h才能获得满意的前处理效果。根据上述分析,提高反应物的浓度,可以提高反应速率,进而缩短反应时间。我们尝试将双氧水(30%)的用量提高至80g/L,以加快反应速率。鉴于常规冷轧堆工艺在打卷堆置过程中,布卷内的温度可达40~45℃,我们在实验中将堆置温度定为50℃,并将堆置时间缩短至90min。考虑到高浓度的双氧水可能会对纤维强力造成大的损伤,我们在碱氧液中还加入了偏硅酸钠和乙二胺二邻羟苯基大乙酸钠(EDDHA-Na)。偏硅酸钠pH缓冲指数高,可使反应过程中碱性释放变得温和,可降低因双氧水剧烈分解而造成纤维强力损伤的风险。此外,偏硅酸钠还具有优异的助洗作用,有利于杂质的去除。EDDHA-Na是一种多功能金属离子螯合剂,对铁和铜离子有极强的螯合作用,而对镁离子的螯合力较弱,非常适合作为双氧水的稳定剂。EDDHA-Na的分子结构中含有碳酰胺官能团,其碳酰胺键较牢固,键能为246kJ/mol,具有良好的化学稳定性,能够抵抗高浓度双氧水的氧化作用。EDDHA-Na的加入,避免了金属离子对漂白的影响,这样可有效控制双氧水的分解,使棉纤维的强力得以保持。
本试验过程中,对影响织物白度、毛效、强力等性能的因素进行了探讨,优化了工艺参数,并在优化工艺的基础上,加入漂白活化剂,以期进一步提高半制品的质量。
2 试验部分
2.1 织物、药品和仪器
织物:29.5tex×29.5tex,110根/10cm×60根/10cm纯棉帆布(215g/m2)。
药品:30%H2O2、NaOH(上海国药集团化学试剂有限公司),均为分析纯;乙二胺二邻羟苯基大乙酸钠(EDDHA-Na)、脂肪酸甲酯乙氧基化物(FMEE)、(广州创恩化工有限公司),均为工业级;异构十三醇聚氧乙烯醚(10EO)(E-1310)(江苏省海安石油化工厂),工业级;高效渗透剂、漂白活化剂DZ-1(新泰市东大质杰精细化工有限公司),均为工业级;偏硅酸钠(郑州市中原区富海化工商行),工业级;螯合分散剂CM-5(华纺股份有限公司),工业级。
仪器:P-BD型电动均匀轧车(台湾瑞比染色试机有限公司);DGG-9070A型电热恒温鼓风干燥箱(上海森信实验仪器有限公司);SF650型测色配色仪(美国Datacolor公司);YG(B)871型毛细管效应测定仪(温州大荣纺织仪器有限公司);HD026N型电子织物强力仪(南通恒大实验仪器有限公司)。
2.2 前处理工艺
2.2.1 工艺流程
坯布→浸轧工作液(二浸二轧,轧余率100%)→堆置(50℃×90min)→高温热水洗(95℃~98℃的水洗三遍)→温水洗(60℃~70℃的水洗一遍)→冷水洗→烘干→测试
2.2.2 工艺处方
30% H2O2 80g/L
NaOH 10~20g/L
偏硅酸钠 0~20g/L
EDDHA-Na 0~8g/L
FMEE 0~4g/L
E-1310 1~2.5g/L
螯合分散剂CM-5 4g/L
高效渗透剂 2g/L
2.3 织物性能测试
白度:按GB/T8424.2-2001《纺织品色牢度试验相对白度的仪器评定方法》测定。试样折叠4层,用测色配色仪测4次,取平均值。
毛效:参照FZ/T01071-1999的方法测试。在处理后的织物上取两条规格为25cm×5cm的布样,在毛效测定仪上测量30min液体芯吸高度,测两次取平均值。
断裂强力:根据GB/T3923-1997《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定条样法》在电子织物强力仪上进行测试,并按式(1)计算强力损失率。
强力损失率(%)=(N1-N2)/N1×100%(1)
式(1)中,N1为处理前织物的断裂强力,N2为处理后织物的断裂强力。
退浆级别评定:将待测布样(3cm×3cm)放入碘化钾/碘溶液中显色60s后,用流动的自来水冲洗30s,立即与退浆级别测试卡对比评级。
棉籽壳去除率:处理前后织物表面棉籽壳的数量用目测法(StdASTMD2496-80)测定。在织物上用黑笔画10cm×10cm的正方形,数正方形内棉籽壳个数,根据式(2)计算棉籽壳去除率。
棉籽壳去除率(%)=(M1-M2)/M1×100%(2)
式(2)中,M1为处理前织物上10cm×10cm区域内棉籽壳的个数,M2为处理后织物上10cm×10cm区域内棉籽壳的个数。
蜡斑:将烘干的织物平整地铺在黑色的台面上,用管口直径为lmm的滴定管,在布面的不同部位滴水,观察是否出现疏水的白色斑点。若有,则为蜡斑。
双氧水残余率:向漂白后(洗涤前)的织物上滴2~3滴残余双氧水测试溶液,15~20s后观察布面颜色变化。若滴定处为无色,则说明布面残余双氧水量为0;若滴定处为黄色至橙色,则与标准卡ScaleT作对比,计算布面残余双氧水的百分含量。
3 结果与讨论
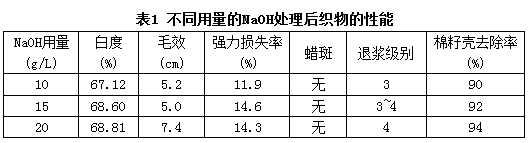
3.1 NaOH用量对前处理效果的影响
本试验的目的之一是降低传统冷轧堆前处理工艺中的碱的用量。为此,设定如下工艺配方进行实验,探讨低碱条件下高浓度双氧水低温前处理的效果:NaOH10~20g/L、30%H2O280g/L、偏硅酸钠15g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE4g/L、E-13101g/L,实验结果见表1。
3.2 E-1310用量对前处理效果的影响
在确定NaOH的用量为20g/L的条件下,采用不同用量的E-1310进行实验,探讨其对前处理效果的影响规律,实验结果见表2。

注:30%H2O280g/L、偏硅酸钠15g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE4g/L。
由表2可知,随着E-1310用量的增加,织物的白度变化不大,而毛效逐渐上升,并在E-1310用量为2g/L时达到最大值10.3cm。继续增大E-1310的用量,织物的毛效反而下降,这可能是由于E-1310与FMEE皆为非离子表面活性剂,当用量过高时,会形成大量的非离子胶束层,聚集在液体表面,降低了洗能力,故毛效会下降。综合考虑,E-1310的用量优选2g/L。
3.3EDDHA-Na用量对前处理效果的影响
对于高浓度双氧水低碱工艺,选用优良的双氧水稳定剂,使双氧水能与较浓的碱液共存至关重要。EDDHA-Na是一种性能优异的金属离子控制剂。为此,我们选择不同用量的EDDHA-Na作为双氧水的稳定剂进行实验,结果见表3。
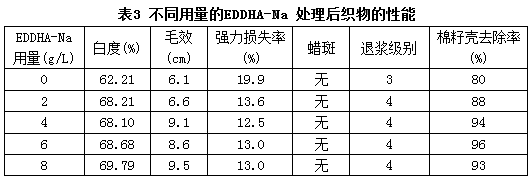
注:30%H2O280g/L、NaOH20g/L、偏硅酸钠15g/L、E-13102g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE4g/L。
由表3可知,当轧液中不加EDDHA-Na时,织物的白度、毛效、退浆级别都较低。在加入2g/L的EDDHA-Na后,织物的各项性能都相应提高,特别是白度。EDDHA-Na是一种性能全面的氧漂稳定剂,不仅具有极强的螯合Cu2+、Fe3+等金属离子的能力,还具有优异的分散性能,能够防止除下来的杂质再次沉积到织物上,故对白度和毛效的提升作用很大。随着EDDHA-Na用量的增加,织物的白度变化不大,织物的毛效变化亦没有规律。综合织物的性能及成本因素考虑,后续实验EDDHA-Na的用量定为4g/L。
3.4 偏硅酸钠用量对前处理效果的影响
在高浓度双氧水低温低碱前处理工艺中,加入偏硅酸钠不仅具有缓冲溶液的pH及稳定双氧水的作用,在洗涤过程中还具有优异的助洗性能,下面将对其用量进行优化,实验结果见表4。
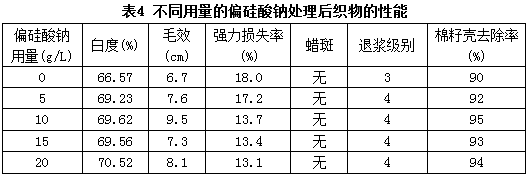
注:30%H2O280g/L、NaOH20g/L、E-13102g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE4g/L。
由表4可知,当轧液中不加偏硅酸钠时,织物的白度和毛效都相对较低。当加入5g/L的偏硅酸钠时,织物便获得很高的白度和毛效。随着偏硅酸钠用量的增加,织物的白度虽有上升但增幅不大,而织物的毛效随着偏硅酸钠的用量的增加,先上升后下降,并在偏硅酸钠用量为10g/L时达到最大值。综合考虑,偏硅酸钠的用量优选10g/L。
3.5 FMEE用量对前处理效果的影响
脂肪酸甲酯乙氧基化物(FMEE)的去油除蜡能力优异,现对其用量进行优化,以降低加工成本,实验结果见表5。
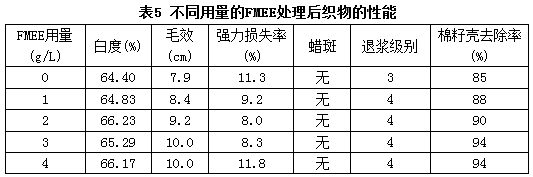
注:30%H2O280g/L、NaOH20g/L、偏硅酸钠10g/L、E-13102g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L。
由表5可知,随着FMEE用量的增加,织物的白度变化不大,而毛效逐渐上升,当FMEE的用量超过2g/L时,毛效上升趋于平稳。FMEE的加入,对棉籽壳的去除有利,因为FMEE对蜡质的去除作用极强,这样有利于碱液对棉籽壳的溶胀,同时也使双氧水漂白更充分。综合考虑,FMEE用量2~3g/L为宜。
3.6 优选工艺
根据上述单因素实验,优选如下工艺进行实验:NaOH20g/L、30%H2O280g/L、偏硅酸钠10g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE2g/L、E-13102g/L。此外,在优选工艺中加入不同用量的漂白活化剂DZ-1,以期进一步提高处理后织物的性能,实验结果见表6。
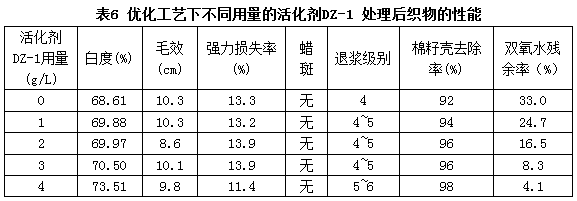
由表6可知,经优选工艺处理后的织物,其白度、毛效、棉籽壳去除率都很高,但退浆级别一般。此外,处理后布面残余的双氧水量较多,说明双氧水的利用率还是偏低。而在优选工艺中加入低温漂白活化剂后,织物的白度、退浆级别、棉籽壳去除率都随着活化剂用量的增加而提高,且处理后布面残余的双氧水量也随之降低。当活化剂的用量达到4g/L时,处理后织物的各项指标都能满足后续染整加工需求。
由于采用的是低温低碱一步法工艺,与传统高温退煮漂工艺相比,可节省大量的蒸汽、助剂和水;与传统冷轧堆工艺相比,可大大缩短堆置的时间,生产效率得到极大的提高。因此,高浓度双氧水低温低碱前处理工艺既复合节能减排的要求,又符合后续染整加工产品的质量要求,具有非常好的应用前景。
值得指出的是,本试验只是选取了纯棉产品中的一种中厚织物,对于涤棉及纯棉粗厚织物的高浓度双氧水低温低碱前处理工艺尚待继续研究开发。
4 结论
(1)采用高浓度双氧水低温低碱工艺对纯棉中厚织物进行前处理,得优化工艺为:NaOH20g/L、30%H2O280g/L、偏硅酸钠10g/L、EDDHA-Na4g/L、螯合分散剂CM-54g/L、高效渗透剂2g/L、FMEE2g/L、E-13102g/L,50℃堆置90min,处理后织物白度达68.61%,毛效达10.3cm,退浆级别为4级,棉籽壳去除率达92%,但布面双氧水残余率较高。
(2)在优化工艺中加入4g/L的漂白活化剂DZ-1可明显提高处理后织物的各项性能指标,完全达到纺织品后道工序的要求。
(3)高浓度双氧水低温低碱前处理工艺对纯棉中厚织物是可行的,该工艺具有明显的节能减排、加工效率高、生产成本低的优势。

 客服专线:0532-6688 6655
客服专线:0532-6688 6655
 不良信息举报专线:18561373117
投诉建议:18954212638
传真:0532-66886657
不良信息举报专线:18561373117
投诉建议:18954212638
传真:0532-66886657