成纱条干不匀的原因分析与改善措施
摘要:分析了在纺纱过程中不同粗纱质量、粗纱容量、粗纱定量对成纱条干质量的影响,以及细纱罗拉、胶辊、胶圈、上、下销架状态及牵伸部件的清洁状态对成纱的影响;指出应重视半制品质量的提高,保持牵伸部件良好运行状态,以利于提高纱线条干水平。 关键词:成纱;条干不均;胶辊;胶圈;半制品;罗拉;上销;纤维 0前言 成纱条干的水平及锭间差异大小是衡量一个企业棉纱质量的主要指标之一,成纱条干越好则产品附加值越高,企业才能获得较好的经济效益;因此,如何改善和提高成纱条干质量,也就成为每个棉纺企业不断探索的问题。 影响成纱条干CV值的因素很多,包括原料、半制品质量、细纱罗拉、胶辊、胶圈、上、下销等;同时,细纱工艺配置是否适当,以及操作车间温湿度等诸多因素;根据我们的试验对比和经验探索,现将影响成纱条干CV值的几个最主要因素及改善措施逐一进行分析和探讨。 1半制品质量的影响 1.1前纺半制品质量的影响 前纺半制品质量尤其是粗纱质量的好坏,对成纱半制品质量具有至关重要的影响;如果粗纱条干不匀,锭间、台间差异大,将会严重恶化成纱条干。我们曾对两台粗纱机所纺粗纱进行同锭试纺,其试验结果见表
由试验结果可以看出,用17#车的粗纱,其成纱质量明显优于3#车的粗纱;3#车粗纱的差异给细纱条干CVb值造成严重影响;因此,必须尽最大可能提高粗纱质量,减小粗纱台间、锭间差异,建立严格的粗纱质量把关制度,严防疵品流人下工序。 1.2粗纱容量影响 在生产实践中,由于受粗纱机型或纺纱品种的限制,在纺同一品种时可能会使用不同机型、长短不一致的粗纱管或大小粗纱交叉混用。由于长短粗纱管所纺粗纱及大小粗纱管的退绕半径不同,使其退绕张力不一致,从而造成细纱牵伸过程中握持力、牵仲力的不一致,导致影响成纱条干质量;试验数据见表3,
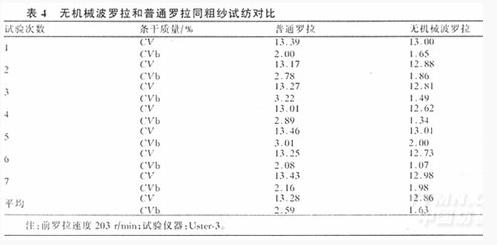
1.3粗纱定量的影响 粗纱定量对成纱条干也有一定的影响,—般对纺某一品种细纱来说,粗纱定量越大越不利于细纱工序的牵伸控制,导致成纱条干有所降低;因此,在生产实践中应掌握的原则是:在保证细纱供应的前提下,粗纱定量偏小掌握。 2细纱相关牵伸部件的影响 细纱罗拉、胶辊、胶圈、上、下销等牵伸部件的质量及运转状态,将直接影响成纱质量,不管哪—部分出现问题,都会降低甚至恶化成纱条干。 2.1罗拉及运行状态问题 细纱罗拉是牵仲的主要部件,罗拉弯曲、扭振、跳动或运转不稳,都会造成牵仲不稳,恶化成纱条干,在波谱图上8cm%处显示明显机械波;因此,要求车间保全在平装罗拉时,要高标准、严要求、严格执行操作规程;要利用百分表逐节测定,使罗拉弯曲偏心保持在5‰以内;要严格检查罗拉轴承,损坏的要及时更换,以保证罗拉运行平稳;另外,在经济条件允许的情况下,要积极引进使用新型的无机械波罗拉,这对于降低成纱条干大有神益。我们曾对无机械波罗拉和普通罗拉进行同粗纱试对比,其结果见表4。
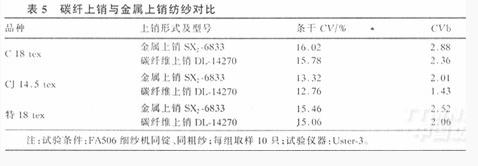
2.2胶辊运行状态 在生产同一批纱时,应保证所用胶辊型号、新旧程度、直径相同的同时,还要求做到无刀伤、损伤、中凹现象;以防止由于胶辊圆整度不合格造成运转过程中胶辊与罗拉之间产生冲击或滑溜而导致条干恶化。此外,还要求胶辊表面涂料或光照均匀,胶辊芯子回转灵活,胶辊偏心必须控制在5%以内,挡车工要严格执行操作规程,处理胶辊缠花时严禁使用刀割。 2.3胶圈、上下销状态影响 胶圈及上、下销组成的钳口对所控制纤维的顺利运行起着决定作用,若上销变形或铁质上销钳口面磨损、有毛刺,就易造成胶圈打顿,拉伤胶圈,尤其是一些上销板簧质量不好,运行中途断裂、失效;批与批之间板簧性能差异较大,造成胶圈起浮不稳,控制浮游纤维能力下降,牵伸不稳定,从而影响成纱条干均匀度。同时,如果拆装上销方法不当,用力不均匀,也易造成上销扭曲变形,使条干恶化。 在实际生产中,我们对金属上销和碳纤上销的使用情况进行了对比,发现碳纤维上销相对金属上销而言,其刚度、韧性较好,抗变形能力强,具有优良的自张力功能,胶圈运转稳定,成纱质量稳定;碳纤维上销的成纱质量确实要优于金属上销,其质量对比情况见表5。
3结束语 成纱条干不匀的影响因素很多,在日常工作中,各车间应高度重视,从源头抓起,控制好各个生产环节的半制品质量,保持牵伸部件的良好运行状态,才能达到提高成纱质量的目的。 转载本网专稿请注明:"本文转自锦桥纺织网" |



 服务热线: 0532-66886655
服务热线: 0532-66886655
 传真:0532-66886657
传真:0532-66886657
 客服邮箱:service◎sinotex.cn
客服邮箱:service◎sinotex.cn






