摘要:分别阐述了传统的环锭纺、喷气涡流纺和转杯纺的纺纱原理、纱的结构特点。对不同纺纱方式在使用相同原料和前纺相同的工艺流程及相同的工艺参数的情况下,进行了生产效率、产品质量、生产成本的对比分析。并对喷气涡流纺和转杯纺纱机有待提高的方面提出了改进意见。
关键词:环锭纺;喷气涡流纺;转杯纺;生产效率;产品质量;生产成本
新型纺纱是相对与传统环锭纺纱方式而言的,其技术近年来得到了飞速发展,目前纺纱方式与环锭纺截然不同的有转杯纺、喷气纺、喷气涡流纺、摩擦纺、平行纺、自捻纺等新型纺纱技术。还有在环锭纺上通过改造与创新而形成的赛络纺、赛络菲尔纺、索罗纺(国内又称缆型纺)和集聚纺等。从纱线品种的适用性和生产成本上来看,最具潜力的是喷气涡流纺。这些纺纱新技术的出现,既有利于纺纱技术与设备水平的提升,也为成纱质量的提高和产品风格的多样性提供了可靠性的保障。我公司既拥有环锭纺细纱长车,又有引进的瑞士立达纺机公司的R923型半自动转杯纺纱机和日本村田公司的№861喷气涡流纺纱机等先进新型纺纱设备,不同纺纱原理而产生的纺纱方式导致了不同的纱线结构,而纱线结构的差异是引起纱线性能变化的主要原因。根据我公司的生产实践就不同纺纱技术在纺纱原理、产品质量、适纺品种、设备投资、生产成本等方面发展作一简单探讨分析
1纺纱原理
1.1喷气涡流纺的纺纱原理
喷气涡流纺纱是将通过三道并条的棉条直接供给到喷气涡流纺机的四罗拉牵伸装置,被牵伸的纤维束通过纺纱喷嘴和中空锭子纺成单纱,再将已经纺成的纱经电子清纱器去除纱疵后卷绕到筒子上。
从前罗拉出来的纤维束,通过纺纱喷嘴的轴向气流的作用,在收束到螺旋状喷管内的同时被吸引,通过喷管的最窄部分,到达宽大的喷嘴室内,受纺纱喷嘴旋转气流的影响而扩散。然后在从喷管中心伸出的针的前端部再次收束。此时,通过在针部弯曲的方式,防止向有捻纱线的上游传送。纤维束受旋转气流的影响,当后端离开了前罗拉的钳口点时开始随气流旋转,同时被拉入中空锭子,在已经形成芯的纤维的四周朝一定方向(旋转气流方向)缠绕,从而形成涡流纺纱的结构特征(见图1)。所以,从前罗拉的钳口点到锭子前端为止的距离(图1中的L),是决定涡流纺纱物理特性的重大因素。加大该距离,则缠绕纤维的比率增加,形成柔软的实捻的纱。但是距离过大,则落棉率也增加。于是通常将该距离(图1中的L)设定为比供给棉条的平均纤维的长度稍微短些。
1.2转杯纺的纺纱原理
转杯纺纱属于自由端纺纱,转杯纺在纺纱过程中,纤维由分梳辊转移出来后,经纺杯滑移面到达纺杯的凝聚槽进行凝聚旋转并加捻成纱。
条子从条桶中牵引出被喂入纺纱器的分梳装置中,经分梳辊开松的纤维在负压作用下被输送到纺杯的凝聚槽内,纤维以须条状布置(在分梳过程中,杂质被从开松的纤维中分离出来),前面已经纺成的纱头在离心力的作用下被甩向凝聚槽,纱头压着纤维条并同时加上捻度,将条状纤维束包覆在有捻度的纱头上被快速连续抽出形成纱条,经过引纱罗拉和电清装置后,被引到卷绕罗拉上,在横动装置作用下交叉卷绕成筒纱。其大卷装、接头少等使其在针织企业以及针织产品的应用中受到青睐。但是,转杯纱较大的捻度和粗硬的手感也为后道针织产品带来了不利的影响。
1.3环锭纺的纺纱原理(略)
2纱的结构
2.1涡流纺纱芯的纤维平行度好,没有捻度,在成纱前经过握持牵伸,纱体表面有等距离规律性(理想状态下)的包覆纤维,将纤维捆扎在一起。捆扎方向同“Z”向捻度方向相同,纱是内松外紧,柔中带刚,织物上透气性能好。
2.2转杯纺纱在纺纱过程中依靠高速气流回转成纱,纤维间平行度较差,纱体表面呈不规则排列、纤维无规律性地缠绕在一起。故纱线是内紧外松,强力较低,由于纱线捻度较环锭纺纱大,故其织物手感稍硬。
2.3环锭纺纱是纤维在握持状态下连续加捻而成纱。由于纤维的张力作用,使内外层纤维不断转移,增加了纤维之间的滑动阻力,成纱强力较高。
3生产工艺流程
3.1环锭纺纱的工艺流程:
清梳联(FA203C梳棉机)→JWA1312自调匀整并条机(二道并条)→FA467粗纱机→DTM139细纱机→№21C托盘型自动络筒机。
3.2涡流纺纱的工艺流程:
清梳联(FA203C梳棉机)→HSD961AL自调匀整并条机(三道并条)→№861涡流纺纱机。
3.3转杯纺纱的工艺流程:
清梳联(FA203C梳棉机)→HSD961AL自调匀整并条机(二道并条)→R923转杯纺纱机。
4不同纺纱方式的基本技术参数对比
环锭纺普梳产品的生产工艺流程比喷气涡流纺和转杯纺要长,多了粗纱和自动络筒两个工序。喷气涡流纺与转杯纺的工艺流程基本相同,因其牵伸型式不一样。纱的内部结构不同,可纺支数范围各有不同,我们在喷气涡流纺已纺过60S,而转杯纺最高纺到40S。喷气涡流纺虽耗电量比转杯纺和环锭纺小,但耗气量、落棉量、回丝量都比转杯纺和环锭纺消耗要高。不同的纺纱设备技术参数比较见表1:

5相同原料的不同纺纱方式的成纱质量对比
我们在原料、前纺各工序的工艺参数、半成品质量基本一样的情况下,同时在DTM139、№861和R923机型生产同一规格品种,其各项质量指标见表2:

5.1百米重量变异系数
在百米重量变异系数中,新型纺纱比传统纺纱方式的质量水平要高。这是因为新型纺纱比传统纺纱方式工艺流程要短,增加一道工序就增加一次质量下降的机会。
5.2条干指标
在条干CV%、细节、粗节质量水平中环锭纺最好;其次是喷气涡流纺。而在+200%的棉结质量指标中喷气涡流纺比环锭纺和转杯纺的质量水平好。从个人的收集资料和生产实际中分析,所有品种规格都一样,喷气涡流纺产品+200%棉结都优于环锭纺和转杯纺。而转杯纺的任何同一产品的粗节和棉结都比喷气涡流纺和环锭纺的纱要多。其主要原因是在转杯纺生产中,纤维在并条机伸直后又经过一道分梳和凝聚,就形成了新的纤维湾钩。
5.3单纱强力指标
单纱断裂强度是环锭纺好于喷气涡流纺好于转杯纺。在不同的规格上单纱断裂强度差异幅度不一样。但单纱强力变异系数基本在同一水平。
5.4毛羽指标
成纱毛羽指数(3㎜)和织物抗起毛起球性能是喷气涡流纺的纱绝对占优势,是其它纺纱型式不可比的。这就是不同的纺纱原理、不同的纱线结构决定了不同的产品质量特点。
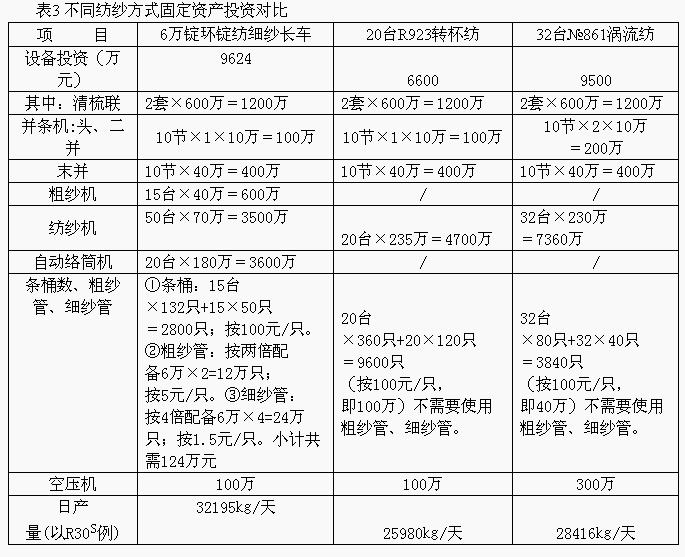
6、设备投资对比
在产品定位相同的前提下,以自动化程度高、降低员工劳动强度、减少万锭用工和提高生产效率为目的,进行固定资产投资对比分析见表3:
7投资经济运行对比分析
7.1纺纱速度是衡量纺纱设备性能的主要指标
不同的设备有不同的纺纱速度,即使是同一纤维纺同一规格品种也不一样,我公司生产的粘胶30S纱,在前纺各工序的原料、工艺参数、半成品质量都一样,用不同机型进行生产,其纺纱速度和生产效率数据见表4:

7.2数据分析
从上面数据分析,设备的生产效率相差0.8%~1.6%,单锭产量№861是R923的3倍;是环锭纺的20倍,但№861成纱的千锭时断头率是R923的24.5倍、是环锭纺细纱长车的25.5倍。在牵伸部件中,上下皮圈形成的弹性钳口是影响成纱质量和生产效率的关键。上下皮圈工作面与须条直接接触,产生一定的摩擦力界,阻止纤维提前变速。一个柔和而又有一定压力的胶圈钳口,既能控制短纤维运动,又能使前罗拉握持的纤维顺利抽出,其变速点的分布尽量靠近前罗拉钳口,而离散度最小,成纱质量好和断头率、单强CV%都会降低,但上销在生产中出现跳动,成纱粗细节增多,断头率和单强CV%都会增加。№861喷气涡流纺断头是自动接头,80锭需3个自动接头机,每个接头机看27锭,而R923转杯纺是人工接头,因千锭时断头率低,一个值车工可看1800锭。虽然它们的生产效率相差0.8%,但转杯纺接头要少,是实在的生产效率,而喷气涡流纺是靠自动接头机的电耗和气耗来保持这种生产效率的,这些都会增加原料消耗,不利于降低生产成本。
7.3不同纺纱技术的生产运行数据
设备和厂房的投资是属一次性的固定资产投入,而生产运行成本是长期收益的经济效益。我们从几组数据进行对比分析见表5。

我们以生产纯粘胶30S产品针织用纱为例,新型纺纱比环锭纺纱在用人上是占绝对优势。人员工资按2.5万元/年,新型纺纱比环锭纺纱每年仅工资一项就可以多创利润577.5万元。
7.4培训操作
由于涡流纺纱机的自动化程度高,操作方法简单易学,培训时间很短。我们一名涡流纺挡车工看8台机的生产。对传统纺织密集型企业将是最大的帮助解决用工问题。而环锭纺细纱机的挡车工至少需要培养三个月的时间,才能独立看机台,且达不到企业定额的看台标准。
8不同纺纱方式生产的纱线用途分析及市场前景简析
我们认真分析和研究了喷气涡流纺设备性能,认为其生产品种的范围具有很大的发展空间。要生产出优质喷气涡流纺产品,就必须要在工艺、设备、操作、原料、空调五方面下功夫,做到精、细化管理。我们先后研究开发生产了超级莫代尔、天丝、棉、涤纶、粘胶、羊毛、腈纶、异型涤纶等混纺系列产品。为降低能源消耗,推动纺织低碳产品的发展,顺应市场需求生产绿色环保纱,我们首创在涡流纺纱机上生产色纱系列产品,为后道工序减少了大量的能源消耗和污水的排放,为纺织服装增添了更多的花色面料,为公司创造了很好的经济效益,为社会承担了一份责任和义务。喷气涡流纺看似能源消耗大,但其产量、质量、经济效益都提高了,喷气涡流纺的织物面料有很大的发展前景。环锭纺纱适用机、针织用纱,要生产高支纱还需用环锭纺。转杯纺纱适用针织物用纱,要大批量、产品比较固定的最好还是用转杯纺。喷气涡流纺纱适用针织物和少量的机织物用纱,但要多纤维混合纺纱且是中低支纱的使用喷气涡流纺经济效益最佳。
9纺纱技术不足的问题及改进建议
喷气涡流纺产品的应用市场将越来越大;喷气涡流纺产品的良好服饰性能将会受到人们的追捧。其综合经济效益是明显的。但喷气涡流纺纱机的设备性能还需进一步完善。目前在实际生产中还有千锭时断头率较高、落棉量与回丝量较多、摇架内侧和纺锭清洁难做等问题,故喷气涡流纺设备还有待改进之处,真正提高纺纱生产效率,降低千锭时断头率,减少原料消耗。
9.1在可生产品种及规格上需进一步拓展
目前,生产品种规格在16~50S范围是最理想。品种规格在55S以上的产品质量就不及于传统环锭纺。在生产品种适应范围时,喷气涡流纺纱设备还存在有一定的缺陷,需要进行技术改造。
9.2牵伸机构的日常清洁工作操作有待提高
由于喷气涡流纺的牵伸摇架与环锭纺是完全不同的,但其功效是一样的,在做牵伸机构部位的清洁,挡车工极不方便,甚至无法做到位。它将影响着成纱的产品质量问题。
9.3上销钳口隔距适用范围有待拓展
上销钳口隔距只局限于纺棉和化纤两挡固定的隔距,要拓展喷气涡流纺的产品领域和为了提高成纱的产品质量,应向环锭纺纱那样随品种规格而调整。
9.4消极式棉条架有待改进
喷气涡流纺纱机的棉条架采取的是消极式输送棉条,在生产过程中,棉条将会产生意外牵伸而影响条干均匀度。应向环锭纺粗纱机后的高架那样随纺纱速度的变化而相应地跟着调整。
9.5纺锭等关键器材对新型纤维的适应能力有待提高
目前使用的纺锭只使用于生产纤维素纤维,对新型纤维的纺纱而言,将会产生易堵、易损的现象。
(本文作者:宏扬控股集团有限公司洪新强)
更多纺织专业资讯,关注锦桥纺织网微信公众号。微信搜:锦桥纺织网
转载本网专稿请注明:"本文转自锦桥纺织网"
 服务热线: 0532-66886655
服务热线: 0532-66886655
 传真:0532-66886657
传真:0532-66886657
 客服邮箱:service◎sinotex.cn
客服邮箱:service◎sinotex.cn






