热门关键字:
锦桥纺织网—资讯频道> 论文资料>正文
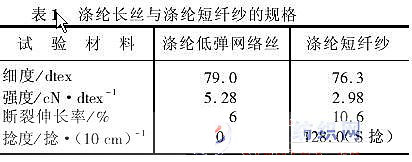
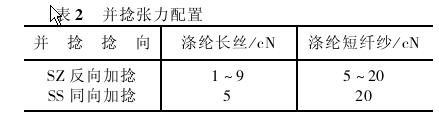
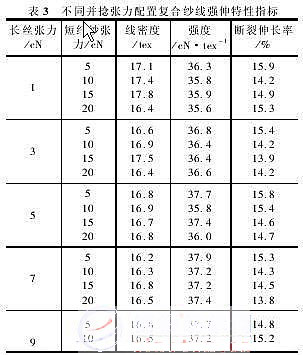
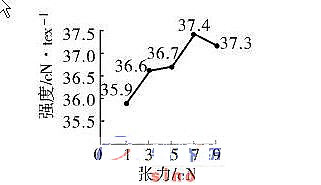
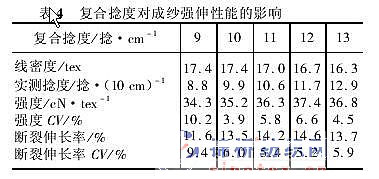
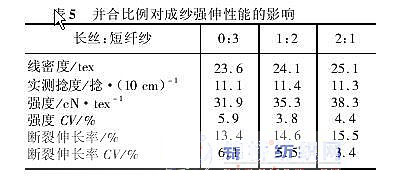
近年来,随着新型纺纱工艺技术的发展,复合纱线产品也随之大量涌现。其中,利用涤纶长丝和涤纶短纤纱通过复合工艺生产的高档涤纶缝纫线,市场前景广阔。这种新型涤纶缝纫线弥补了长丝和短纤纱的缺陷,较大地提高了缝纫线的强度,能适应高速缝纫机使用,并在缝纫质地较厚的服装时,不会发生断线现象。 复合高档缝纫线按其复合方法可分为包芯线和并捻线等类型。包芯线是由短纤维包覆长丝形成皮芯结构的包芯纱(在环锭细纱机上增添包芯纱装置进行生产)经并纱捻线而成,而并捻线是由长丝和短纤纱直接经并纱捻线而成。并捻线与包芯线相比,具有如下特点: (1)细纱设备不需更新,操作方便,并可减少用工 (2)可使用常规的并捻设备进行生产 (3)加工费用低 (4)可控制长丝和短纤纱的并合比例 (5)不会出现包芯线常见的空芯、露芯、空鞘等纱疵。 因此,其产品更加多样化,经济效益也更加显著。 1 试验材料、设备型号和并捻张力 1.1 试验材料及设备 并捻复合纱线采用的涤纶长丝和涤纶短纤维纱规格见表 1。采用 FA702 型并纱机、FA721 型捻线机。 1.2 并捻张力 由于 S 捻向的涤纶短纤纱在 Z 向加捻的前期会出现退捻伸长,而无捻涤纶长丝加捻后则会产生捻缩。因此,Z 向并捻时应加大涤纶短纤维纱的张力,减小长丝的张力。试验中并捻张力的配置见表 2。 2 试验与分析 2.1 并捻张力对复合纱线强伸特性的影响 无捻长丝和 S 捻短纤纱在按 Z 向并捻时的张力配置及对应的复合纱线的强伸特性见表 3,其复合捻度为 120 捻 /10 cm。 复合纱线的强度与长丝并捻张力之间的关系见图 1。 由图 1 可知:(1)随着涤纶长丝并捻张力的增大,复合纱线的断裂强度基本呈现先增大后减小的趋势 (2)当两组分同时断裂时,成纱断裂强度达到最大值。 图1 复合纱线的强度与长丝并捻张力之间的关系 2.2 并捻捻度对复合纱线强伸性能的影响 涤纶长丝并捻张力为 5 cN,涤纶短纤纱并捻张力为 15 cN 时,Z 向并捻复合纱线的捻度与成纱的强伸性能指标见表 4。 由表 4 可知随着成纱捻度的增大,复合纱线的断裂强度呈先增大后减小的变化规律,与常规并捻纱线相一致。由于长丝和短纤纱组成的并捻复合纱线也存在一个临界捻度,可通过采取适当的捻度或捻比,来获得较高的成纱强度。 性能的影响试验条件同上,试验结果见表 5。 由表 5知,随着涤纶长丝含量的增加,复合纱线的强度随之增大。 2.4 不同复合捻向对复合纱线的影响 异向并捻纱线中,两个组分分层现象非常明显,其中涤纶短纤纱呈螺旋线状包覆于涤纶长丝的外层,涤纶长丝呈直线状位于复合纱线的中心 而同向并捻纱线,长丝和短纤纱的复合结构比较均匀,毛羽也较少。 同向加捻和异向加捻时,复合纱线的拉伸断裂曲线形状有所变化,但差异不大。同向加捻的复合纱线有较低的模量、较大的断裂伸长率和稍高的断裂强度。 3 结语 (1)选择并捻过程中长丝和短纤纱的合理并捻张力配置,有助于缓解它们的结构和性能差异对复合纱线的外观和性能指标的不利影响。 (2)选取适当的捻度或捻比,将会提高复合纱线的强度等力学性能。 (3)选取不同并合比例的长丝和短纤纱,可以获得不同用途的复合纱线。 (4)不同于一般短纤纱线的包芯纱线的异向加捻,采用同向加捻,将获得外观和性能更佳的并捻复合纱线。 (5)生产并捻涤纶缝纫线的过程中,掌握以上要点,减少并捻复合纱线特有的纱疵,才能保证长丝和短纤纱的染色一致性。
 服务热线: 0532-66886655
服务热线: 0532-66886655  销售热线: 0532-66886656 传真:0532-66886657
销售热线: 0532-66886656 传真:0532-66886657 


