纺织条子和纱线中的假捻
 3.2具有捻度传递的螺旋旋转和三维变形当一金属线圈缠绕一须条仅施加少量的压力在须条表面,此时的捻度为:
Tf..s=1000/hG=1000/πdGtanαT(4)
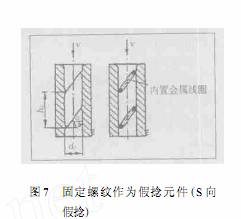
当螺纹倾斜角αG=0°时,最大假捻Tf..s=∞,但是由于逃逸会有所减少,在0°<αG<90°时也会发生捻度逃逸(图7)。无逃逸的螺旋旋转意味着按照无捻度传递的螺距沿纱线轴线假捻。当契形边缘作用在一边(契形挡板、阻扭器)时也会产生并且纱线不需任何
类似卷绕的横向运动。如果线性结构(条子、粗纱、纱线)的轴线产生三维变形,那么,就
会产生三维变形和捻度传递(图8)。
Tf.ges=Tf..s+Tf..3DD+Tf.TD(5)
三维变形产生的最大理论假
 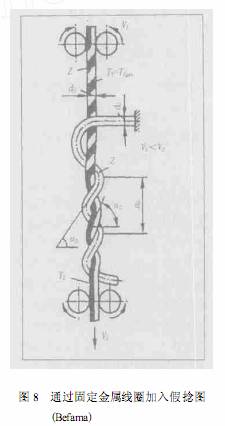 捻是在αG=45°时,并且螺旋圈无内直径。假捻可以根据公式(5)计算。
Fritsche在位于固定假捻装置之前的,用于粗梳毛纺环锭细纱机牵伸区的Befama螺纹上的牵伸须条中得到了大约100捻/m的假捻。
3.3 滚动和捻度传递纱线轻微地在假捻装置上滚动,也会产生捻度传递。在加捻过程,纱线通常产生滚动/滑移运动。如果只发生少量的滚动,纱线会表现出大量的滑移,并且每一转只有很少的滚动。如果是反向的,产生的捻向相反。纱线在气圈控制环中的表现就是一个例子,每一回转纱线加上一个捻(Z向)。当纱线每转仅滚动0.1转,就产生0.1个假捻(S向)在球形控制环之上的纱线就保持0.9个Z捻。在转杯纺的引纱管中,由于管子直径变化而产生不同的理论滚动数量,大直径管子产生的显著滑移必定阻止滚动。理论上,管子直径应是引纱管轴的5~6倍。在转杯纺使用螺旋引纱管时,由于管子螺纹向着纺杯槽,会产生积极的捻度传递。虽然在螺纹上通常会产生滚动,但是严格的讲也会产生纱线滑移。加入的加捻部分然后喂入向着纺杯槽的两个螺纹间。
在具有多个金属螺纹的锭翼装置上,也会产生粗纱滚动和沿着牵伸输出方向的捻度传递。
3.4捻度传递和三维变形
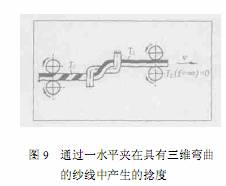
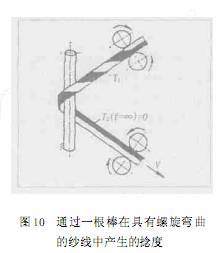
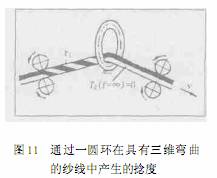
图9~图11表示了纱线、粗纱或条子的三维变形的例子,同时伴有捻度传递。
Tt=Tf..DV(6)+Tf.RV
图11中的圆环可直接与实际设计的环锭细纱机的钢丝圈相比。
图12表示纱线在测试仪器中进行
     捻度测试的假捻钢丝圈。最初调节钢丝圈使纱线垂直穿入到主要的弯曲段。此时,仅通过捻度传递产生假捻(β=90°)。
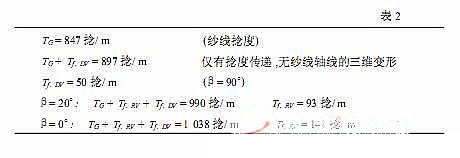
在另一试验中,钢丝圈沿着小支撑环的接触面旋转(图12)以至于纱线产生三维变形。钢丝圈前方的假捻通过双钳口而固定(钳口距为320mm),并在Zweigle捻度测试仪上测试捻度。棉环锭纱(Tt.y=20 tex,αm=0°,φ=90°)的捻度值采用椭圆形扁平钢丝圈在Zweigle捻度测试仪上测试(表2)。
除了钢丝圈β=0°时的纱线捻度和试验时的调节参数,长丝的纱线捻度为:Tf=Tf..DV+Tf..RV=191捻/m。根据Pavlvo研究,由于三维变形在圆形环中产生的假捻可用公式
(7)计算:
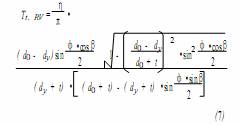 式中:η———效率(对纱线而言0.8~0.9);
d0———圆环孔径(内直径);
dy———纱线直径;
φ———纱线弯曲角;
β———圆环与纱线轴线的夹角;
t———圆环的外形直径。
Miao测试了固定和旋转障碍物对捻度传递的影响,如Trommer所作的一样。此外Miao也认为捻度传递是由于纱线中斜向压力分布造成。 |
查看所有评论
 服务热线: 0532-66886655
服务热线: 0532-66886655  销售热线: 0532-66886656 传真:0532-66886657
销售热线: 0532-66886656 传真:0532-66886657 


