纺织条子和纱线中的假捻
B.SchwabeCetex机械制造工程师协会(德国)
P.VoidelCetex纺机发展公司(德国)
摘要:描述了假捻的来源及产生,并用简图进行说明。由于加捻时在整个区域中加捻状态的滑动或不完全传递,以加捻基本原理为基础的期望值与实际间存在差异且具有不确定性。
关键词:纺纱,假捻,方法
1原理
真捻会一直存在,并且只有进行反向的加捻才会去除。各种不同的条件都会产生假捻,但是是暂时的和不固定的。除了倍捻原理外,只有在两个固定钳口间才会产生假捻。假捻也在条子运行方向的特定过程产生,并且仅出现在假捻装置之前。在假捻装置之后开始加的反向捻度移动通过第二钳口线,并保留在纱线的开始段。在这个第二区域,通常在几秒钟后,就不会有假捻出现。
根据假捻的方向(Z捻或S捻),在假捻区域,真实捻度会因假捻数而增加或减少。假捻程度不会无限度地增加,进行研讨的长度上出现的加捻力矩是平衡的。
比如,如果假捻装置的加捻力矩低于纱线(粗纱、条子)的退捻力矩,就会产生捻度逃逸,阻止任何假捻的进一步增加。
在条子、粗纱或纱线的整个卷绕过程,捻度以均匀的圆形或螺旋形存在。这些捻度只有在后续工序通过积极的反向加捻才会去除(轴后退绕)。如果没有这个过程,这些捻度依然保持为真捻。把这些捻度称为真捻,是因为它们不会在连续的加工中自动消失。但是,在本文中,通常称这些捻度为假捻。
可能的假捻分类是:
-单个假捻
-两个假捻(图1)
 - 多个假捻(图2)
 由于在引纱管和阻扭器后的自动退捻,转杯纺纱中相对高的假捻成为纱线结构的决定因素。
图3表明在纱线半径上的捻度产生曲线。在退捻(以及捻度测试)时,在横截面具有恒定捻度曲线的环锭纱和其他纱,保持一条平行移动的水平线TG。在TG曲线中,每次沿TG线垂直的移动,在纱线半径rG上捻度不恒定。同样平行地移动TG线在各半径层产生的捻度数量不同,这导致纱线横截面不同程度的蓬松和径向纤维结构的缠结。在转杯纺过程,其目的是在纱线横截面得到恒定的捻度并只加入所需的假捻。
研究表明纱线横截面具有层结构且没有纤维转移。图3b表明仅是这些纱线结构捻度测试的平均值。
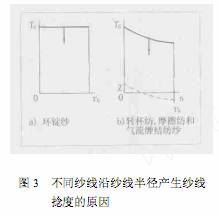 对于环锭纱和其他纱,条子的整个横截面受到加捻,在纱线径向或横截面产生具有恒定曲线的捻度。在外层横截面具有缠绕纤维的所有纱线都呈现出卷绕捻度(只能通过退捻去除的真捻)。此处的捻度值取决于纱线上纤维的倾角。如果角度不倾斜,这些纤维在纱线中具有T=∞的捻度。转杯纱中的纤维层就是这种情况的好例子。在包缠纱(喷气、涡流)上形成纤维层,在气流缠结和摩擦纺纱线中也出现纤维层。
2 假捻类型举例
表1列出了假捻的来源和典型的例子。1~3项为人们所熟知因而不需进一步解释。随着捻度转移,纱线中的捻度是在现有数量的基础上产生附加假捻的先决条件。分析复杂的公式和试验时,Trommer
 列出了以下影响捻度形成的因素:在障碍物上纱线横截面的扁平率导纱钩的半径、纱线半径以及捻度。它与作用在纱线上的张力(必须大于10cN)、纱线与导纱钩间的摩擦系数,以及纱线在导纱钩处的倾斜角度无关。当一障碍物阻止捻度传递时,这称为阻捻,因此不会产生假捻。根据微分几何学原理,每个三维曲线表明扭矩(第二曲率)。第一曲率表示弯曲,即一直线沿着一平面弯曲。扭矩是一种线性结构的加捻。随着纱线轴线的三维变形,形成纱线的扭矩,这是假捻,并且一旦纱线轴变直就会立即消失螺旋旋转(通常具有捻度逃逸)通过形成螺旋状须条而不是纱线轴的三维弯曲,在条子、粗纱或细纱中产生假捻。
3假捻方法的组合
通常会连续或非连续的结合两种或多种假捻来源。当它们结合成相同的纱线捻度方向且纱线捻度可以简单的相互追加时,这些来源将产生最大的影响。在实践中通常采用的组合如下。
3.1旋转、三维变形和捻度传递
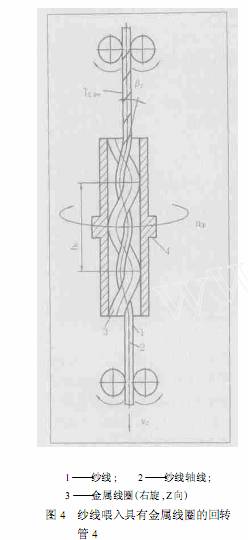
图4表示具有金属线圈的回转管。其中
Tf..ges=Tf..rot+Tf.3DD+Tf.TD (1)
Tf..rot=nDr/vG (2)
由变形和捻度传递产生的捻度部分表示为:
hwc=4~7mm,nt=4~6r,dwc=0.7~1.4mm,dT=4~7mm,nT=0 r/min。
Tf..3DD+Tf.TD=150捻/圈
图4所示假捻装置的利弊列在一些文献中,图5和图6为旋转管不同的横截面形状。图5表明扁平的三维纱线变形。具有Z捻的金属线圈在旋转管之前的纱线上产生Z捻,并且以相应的方向回转时也会产生Z捻。
  捻度传递时由于纱线扁平而增加假捻。纱线(图6)位于横向曲率半径等于纱线半径的三维槽中,因此没有变平也就不会产生捻度传递。在实际的假捻应用中,不会发生这种情况。纱线张力很高和粗号纱时,由于握持线的摩擦会以低的nt产生纺纱捻度逃逸。
|
查看所有评论
 服务热线: 0532-66886655
服务热线: 0532-66886655  销售热线: 0532-66886656 传真:0532-66886657
销售热线: 0532-66886656 传真:0532-66886657 


