摘要:介绍了亚麻纤维的特性,采用亚麻纤维、棉纤维混和纺制针织用纱(线)时,根据亚麻、棉混纺纱的原料性能确定生产工艺流程,对纺纱生产中各工序的工艺配置进行了详细的分析。
关键词:亚麻纤维;棉纤维;混纺;纺纱工艺;
1前言:绿色环保纺织品是21世纪纺织品的发展趋势。亚麻纤维属于绿色环保纤维,由于其具有卫生性能好、吸湿散热快、透气滑爽、体感舒适等特性,因而其制品倍受广大消费者的青睐。现根据市场需求,按照我公司业务部要求,我们新产品研发中心在技术科和车间的配合下顺利完成试纺攻关,并优化出一套工艺,现已批量生产,为企业带来较好的经济效益。
2原料的性能指标
亚麻纤维是天然纤维中唯一的束状纤维,其单纤维两端尖细瘦长,平均长度17mm~20mm,细度50um~100um。亚麻织物具有卫生性能好、吸湿散热快、透气滑爽、体感舒适、防污抗尘等保健性能,还具有粗犷豪放、纹理自然、色调柔和、挺括大方等独特风格。亚麻织物是能够自然呼吸的绿色纺织品,常温下可使人体的实感温度下降4~8℃,有“天然空调”之美誉。在西方亚麻优于众多的天然纤维,人们对其宠爱久盛不衰。为了弥补亚麻纤维可纺性差的弱点,我们在选配原料时,混入了一定比例的精梳棉条。
3纺前准备
针对亚麻纤维长度整齐度差、纤维细度不匀、质脆易断的弱点,我公司将亚麻原料加湿、加柔顺剂(1吨亚麻配60kg水,100kg水配8kg柔顺剂),并焖放24h以上,从而提高了亚麻纤维的可纺性。
4工艺流程
4.1棉纤维制条
FA002A型自动抓棉机—A035B型混棉机—FA022型多仓混棉机—FA106A锯齿型开棉机—A076E型成卷机—FA231C型梳棉机—FA358条卷机—FA368并卷机—FA298精梳机
4.2混和与纺纱
亚麻纤维与精梳条人工混合上盘。
FA002A型自动抓棉机—A035B型混棉机—FA106A锯齿型开棉机—A076E型成卷机—FA231C型梳棉机
4.3制成的棉条与亚麻棉条合并在并条机上混合
FA311并条机—FA497粗纱机—FA506细纱机—SMARO自动络筒机—成包
5工艺技术措施
5.1开清棉
为减少对纤维的损伤,我们采用了“轻打、多梳、少落”的工艺原则,尽量采用自由打击,避免握持打击。同时选择较低的打手速度,避免对纤维过分打击,并使有害杂质尽量在受到打击之前就被清除,以免杂质碎裂。其主要工艺参数:棉卷定量400g/m;棉卷长度40.42m;棉卷罗拉速度12r/min;A076E型单打手成卷机,打手速度1005r/min。
5.2梳棉工序
由于亚麻纤维中含有较多的麻粒、杂质和短绒,故梳棉工序仍以排除杂质、短绒和分梳纤维为主,在保证分梳效果的前提下,适当降低刺辊速度,保持较大的线速比,使纤维能够顺利地从刺辊向锡林转移,减少刺辊返花而产生过多棉结。另外,因亚麻纤维较粗且质脆,抱合力差,故生条定量应适当加重,大、小胶辊的压力适当加大,以增强棉网、棉条中纤维间的抱合力,使棉网不漂浮、不脱网,成条紧密,不堵喇叭口,且可改善生条条干不匀率。
主要工艺参数:
生条干定量19.0g/5m;刺辊转速850r/min;锡林转速360r/min;道夫转速26.0r/min;盖板速度95mm/min;
锡林~道夫隔距5″;锡林—刺辊9.0″,刺辊—给棉板14″,分梳板—刺辊0.8mm
盖板—锡林9″、8″、8、10″,前固定盖板8″、9″、10″
前上罩板31″,前下罩板22″,后上罩板12″,后下罩板22″,后固定盖板12″、11″、10″,第一除尘刀—刺辊14″;
5.3并条工序
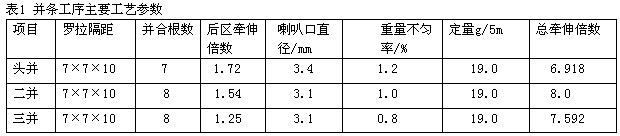
为了实现顺利牵伸,提高成纱质量,宜采用“重加压、较大隔距、低速度”的工艺原则,选用弹性较好的胶辊(蓝翔870),以利于有效地控制纤维,提高条干均匀度。其主要工艺参数见表1。
5.4粗纱工序
因亚麻纤维抱合力较差,故在保证细纱不出“硬头”的前提下,应适当加大粗纱捻系数,以减小意外牵伸。胶辊加压偏大控制,以使牵伸顺利进行,同时加大罗拉隔距,降低前罗拉速度。其主要工艺参数:粗纱定量6.0g/10m;捻系数139;后区牵伸倍数1.220倍;总牵伸倍数6.33倍;锭翼转速700r/min。罗拉隔距7.5*24*31
5.5细纱工序
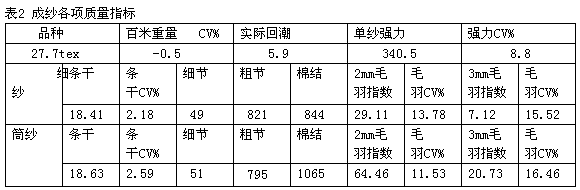
由于粗纱捻度较大,为顺利退捻,后区隔距应适当放大,前罗拉速度适当降低,并合理配置钢领、钢丝圈,钢领采用PG1/4254型,钢丝圈较纺棉时轻。加大成纱捻系数,以减少成纱毛羽;加压适当加重,从而减少粗细节。细纱主要工艺参数:细纱捻系数捻380;罗拉隔距18mm×25mm(V型牵伸);后区牵伸1.214倍;总牵伸24倍,前罗拉转速180r/min。各项指标统计见表2
5.6络简工序
选用SMARO型络筒机,并控制电子清纱器的工艺参数,清除大的棉结、飞花,进一步提高成纱质量。同时保证纱线通道的光洁度,适当降低槽筒速度,有利于减少筒纱的毛羽。
6生产中存在问题及体会
6.1亚麻加湿
加湿过程中亚麻、水、柔顺剂严格按照比例进行,加湿均匀。并焖放24h以上。生产中为防止水分的散失,增加可纺性,各工序车间湿度适当增大,必要时进行地面洒水。
6.2原料混合
亚麻纤维较短较粗,易落易飞,不易单独成条,需在圆盘中加入少量精梳条,制成棉条后再与精梳条混合。混合时严格控制麻与精梳条的比例,保证混纺比准确。由于亚麻纤维长度整齐度差、纤维细度不匀、质脆易断在纺纱过程中落损较多,配比上麻应比所配比例重量增加10%。
6.3工艺优化
试纺中因亚麻握持力差,纤维较短,并条出现前区机械波较多;粗纱捻度不能过小,否则抱合力差,条干难做;且张力不稳定,需随时微调。因此,正常生产过程中,对于以上问题应及时纠正,确保生产正常。
6.4操作上车
试纺过程中回花、风箱、粗纱头及时清理,严防与其他品种混入。
6.5制成率
亚麻纤维较短,落棉率较高,制成率79%。
7结束语
亚麻制品以其绿色环保在纺织品市场中占有一定的份额,人们也越来越被其独有的特性所吸引。
亚麻纤维还可以与其它纤维素纤维进行色纺,如:莫代尔、天丝等,这些产品不但具有环保概念,织物还具有轻薄、凉爽、挺括、高雅、休闲、时尚的感觉,较纯麻产品更细腻、更柔软。
亚麻棉针织内衣具有吸湿、透气、凉爽、抑菌、无汗臭等特点,具有良好的卫生性,舒适,无刺痒感。开发的亚麻棉纱也可以用于制作夏装,尤其是高级夏装,比棉更耐穿,更有利于皮肤健康。
相信亚麻产品必将成为消费者的首选,未来的亚麻纺织品市场会更加丰富多彩。
(舞钢市东海纺织科技有限公司) 转载本网专稿请注明:"本文转自锦桥纺织网",更多纺织专业资讯,关注锦桥纺织网微信公众号。微信搜:锦桥纺织网
|
 服务热线: 0532-66886655
服务热线: 0532-66886655
 传真:0532-66886657
传真:0532-66886657
 客服邮箱:service◎sinotex.cn
客服邮箱:service◎sinotex.cn






