【摘要】:新型并条机具有漏斗式粗节传感器对并条机的产品质量进行在线管理;并条机的导条架(导条罗拉)是独立电机传动的,取消了并条机主机对导条架的机械连接;采用单独传动的有自调匀整功能的电机传动导条罗拉,使匀整精度更高;改善了4上3下的压力棒牵伸系统保证了上皮辊的100%轴向平行,从而保证优化了棉条的均匀度;有自调匀整的并条机TD03还配有电子计算机控制的对牵伸点的自动优化设置系统OPTISET及大条桶的应用
一、漏斗式粗节传感器对并条质的在线质量管理:
1、传统的并条机棉条粗节监控器是凸凹罗拉式的,在凸凹粗节监控器罗拉式粗节管理之前是实验室取样的离线检验,新型高速并条机早已改用在线凸凹罗拉式粗节监控器,由于凸凹罗拉式粗节监控器的传感器不灵敏。已研发出的新型的棉条粗节监控器是漏斗式的,如图1特吕茨勒并条机的漏斗式传感器的工作原理图。与传统罗拉与沟槽罗拉传感器不同,SERVODRAFT能更精确的、快速的测量喂入的棉条,一个漏斗即可包括了所有的常规棉条定量。这种传感器无需齿轮传动,比传统的传感器的锥轮的调速要简单精确的多。这种短片段匀整伺服电机SERVODRAF系统几乎不需维修、故障少及具有更高的匀整动力,可实现最短的匀整长度。特吕茨勒的SERVODRAFT短片段匀整装置是专门对车速在600m/min的并条机使用而优化的,与电动机及软件的微调有关。为了避免疵条的产生,在并条机的输出部份对棉条进行连续的监控,同时可提供准确的实际运行数据,实际数据与正常数值相对比,一旦出现超限问题机器自动停下来。监测器可对如下参数进行监测:
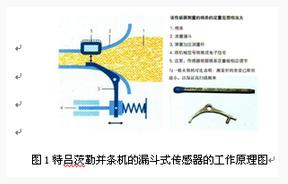
①、1A%极限(调节极限Adjustable);A%极限设定1000m棉条中+15%~+25%之间,+15%以下对成纱质量无显著影响,+25%及以上显著影响纱线质量,自动报警停车待处理。
图1中2为弹簧加压测量杆,本身重量很轻,只有一根火材棒那样重,以保证高扫描频率的高灵敏度。漏斗内的测量片的质量比传感罗拉要小的多,因此其扫描频率比传感罗拉式传感器要提高了2.5倍。漏斗式粗节传感器比凸凹罗拉式的传感器灵敏的多。
②、条干CV%极限;
第一是典型周期性疵点的波谱图极限(这些疵点会造成染疵)。第二是棉条监测器提供了生产技术数据的浓缩归纳值,输出棉条的CV%值在荧光屏上显示。并打印简要报告8小时内机器停台次数及停台时间,8小时运行的效率情况,CV%值的变化情况。机器运行起始及未端时间及动力故障等。根据需要可打印详细的报告其中包括部分信息,即整个8小时内的现时波谱图及A%曲线。如图2所示。
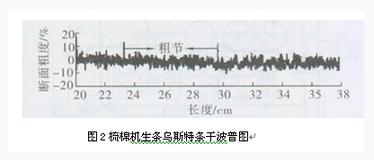
经过大量试验得出如下结论:当棉条长度大于20mm,棉条重量偏差大于15%时,定为熟条棉条粗节疵点,也是熟条粗节疵点在线监控的下限。
2、粗节疵点的在线监控制技术的作用
粗节是发生在棉条或纱线上的偶发性疵点,其外观是沿棉条长度方向上横截面粗大的偏差。一般纺纱厂大都利用试验室离线乌斯特条干仪对棉条进行检验,通过检验发现纺纱过程中这种偶发性粗节疵点及产生的原因,但这种利用试验室离线乌斯特条干仪对棉条进行检验粗节的方法粗节点已流入到纱线阶段,除了切除以外,已无其它方法挽救,以致会造成一定程度的质量问题及浪费。
现代化高科技的并条机,已配置了单独检测与纠正粗节疵点在线自动监控体系,可直接在线检测一定长度内的棉条重量的偏差,这种在线监控技术是设在并条输出部分,可连续不停的在生产全过程中对棉条粗节疵点的质量监控。
以HSR1000型并条机为例,机上装有高精度的机械弹簧负荷扫描系统“SLiverFocus”,这种监控系统对讯号反映很灵敏,当棉条输出速度为1000m/min的动态条件下,可将测得的棉条粗节数据(重量偏差)讯号应用无接触、无磨擦感应式远距离传感器,可靠的检测全部棉条长度范围内的粗节变化,而且被检测的棉条不因设置粗节监控器改变前进的导条路线,这种新式检测仪可在线检测棉条支数,支数偏差,短片段棉条不匀产率(CV%值),并设有长度方向的重量变化曲线—波谱图,可直接读出周期性棉条重量偏差等。监控操作简单,只要操作机上控制板即可完成监控,并从检测讯号中应用特定的计算方法推导出粗节疵点的偏差程度。
3、被检测的熟条疵点与成纱粗点相关程度试验
⑴、并条机在线检测的粗节疵点与环锭细纱机,转杯纺纱机纺出的细纱长度粗节疵点相比较,根据纱疵分级仪检测结果,可看出熟条粗节与细纱长粗节相关,如图2-3-6所示为熟条粗节与细纱粗节疵点的相关程度。
图3中的试验条件:熟条号数58KTEX,环锭细纱20英支,转杯纱18英支,可试验长度为10万米粗节疵点数,熟条疵点为粗节个数/千米,在图3曲线中可看出环锭纱,转杯纱粗节疵点的分布基本与熟条疵点的分部状况相类似。并条机棉条粗疵点的检测,可及早发现半制品熟条的重量偏差,并迅速反映出问题所在,以便及时解决。
⑵、在线熟条粗节疵点检测系统可直接将条干匀均度,重量偏差,粗节疵点以波谱图方式报告出,并配有报警功能,可及早纠正粗节疵点,以减少下游工序(络纱机电子清纱)的负担。
⑶、并条机上在线监控系统,及早从熟条中发现粗节,并予以纠正的功能是减少纱疵,提高纱线质量的超前基础工作。当发现粗节疵点超限时,会自动指令并条机停车,一般超限停车的界限是正常棉条粗节的两倍。即正常粗节在+15%及以下,超限粗节疵点为+25%及以上,界于正常水平及停车界限之间的粗节偏差程度是正常的,对后工序成纱质量的影响并不显著。为了正确掌握并条粗节疵点进行正确分类,将100km棉条分成三级:+15%,+20%及+25%。+15%的粗节疵点与牵伸本身产生的疵点相关;+25%的粗节疵点与喂入部分的缺陷有关。与正常棉条相比较时,如果这类粗节疵点是呈显著比例增加趋势,可将产生的疵点很快鉴别出产生的原因。
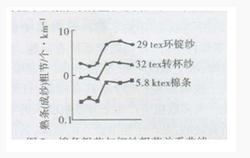
图3、棉条粗节与细纱(包括转杯纱)粗节关系曲线图
4、在并条机上应用在线粗节的监测作用,可有助于提高棉条及棉纱的质量,还可以根据统计资料的分析结果进一步优化纺纱工艺及设备状态,使产生粗节疵点的相关因素得到及时纠正。在线粗节监控系统对粗节疵点的反映很及时,并加以区分,凡超过规定极限值时,会自动指令停机,并在荧屏上显示报告,终端显示还可报告出每个条桶中粗节数量及其它质量数据;如喂入棉条不匀率,3cm、10cm及1m的棉条不匀率及重量偏差等。甚至报告出每个条桶中粗度为+15%的粗节疵点数。在运转管理中如果粗节疵点增加程度不足以使机器自动停车或报警,档车工也应对这些疵点作出标志,以便下工序发现,并根据波谱图快速判断产生粗节疵点的原因。
5、产生粗节疵点的原因分析
⑴、喂入并条机的棉条有缺陷,即半熟条,生条质量有问题,如生条短绒多,头并条机圈条器传动带有问题,头并圈条质量差,这种类似的原因发生频率很高。
⑵、并条机上有关另部件或机器安装有问题,如另部件不好,匀整系统有问题,加压系统有故障,吸尘系统不畅,负压不足,飞花吸不走,并条机上皮辊磨损或损坏。
⑶、原料有问题:纤维长度有变化。
大多数粗节产生于并条机喂入的原料(半熟条或生条)有缺陷。是产生粗节疵点的根源,其它未并条安装不良及有关加部件有问题产生的粗节疵点以及原料的改变,对产生粗节的影响很少。
⑷、罗拉钳口隔距,皮辊状况对产生粗节的影响

如图4所示,每次抽查输出的500m棉条,并以不同的钳口隔距进行对比,主牵伸区罗拉钳口距离与粗节疵点分布的关系经过反复试验发现:假如钳口隔距太小,粗节疵点的发生会相应增加。一定长度的纤维都有最佳的罗拉钳口距离,从图4中可看出安全钳口距离约在2mm的边缘,最佳钳口距离为43mm,此数可做为并条机初始安装的依据。及早发现处理或报警,在并条机上棉条粗节疵点,可以减少对下游工序产品的危害性,并使长片段质量得到保证,现代化高科技并条机上不仅配备了自调匀整系统外,还配有对棉条子粗节疵点的在线检测技术,可很好的监控条粗节疵点,对提高纺纱质量起十分重要的作用。
4.目前先进的并条机的引出线速度已高达1000m/min,立达的新型并条机可开到1100米/分,是否还可以再加高是业界关心的问题,从生产的品种来看不论是立达或特吕茨勒所产的最新并条机的名义速度都定为1000m/min。速度要适应生产特定的品种及原料的。不同的品种应用不同的车速。高速并条机因加工的原料不同品种不同,引出速度亦不同,像1000m/min的高速并条机只是最高速度,只可加工普通原棉;加工化纤及混纺条,引出速度在650~900m/min,精梳条线速度在600m/min,优化的精梳条线速度也只在450-500m/min.低级棉含而且废棉多的混合棉条限开在500m/min以下,甚至RSB系列的并条机,在加工低等级原料的棉条时车速也只能开到250m/min。生条及半熟条短绒率含量的高低会影响匀整的效果。由此可见,原料不同产品品种不同及棉条中含短绒率不同不仅影响并条引出线速度,而且自调匀整效果也达不到应有的水平,合理的速度是自调匀整系统能否发挥正常作用的关键。特吕茨勒的新型并条机也对不同原料及品种应用不同的车速。并条机上的自调匀整系统适应不了再高的速度。棉条引出速度因棉条在圈条器上高速运动会严重影响棉条质量,可以认为圈条器斜管问题制约了并条机的引出速度的提高,因此到目前为止条机的引出速度仍最高限制在1100m,一般在1000m以下。综上所述,可认为并条机的车速以1000m/min是当代并条机的上限。
二、并条机上应用在线粗节的监测作用,可有助于提高棉条及棉纱的质量,还可以根据统计资料的分析结果进一步优化纺纱工艺及设备状态,使产生粗节疵点的相关因素得到及时纠正。在线粗节监控系统对粗节疵点的反映很及时,并加以区分,凡超过规定极限值时,会自动指令停机,并在荧屏上显示报告,终端显示还可报告出每个条桶中粗节数量及其它质量数据;如喂入棉条不匀率,3cm、10cm及1m的棉条不匀率及重量偏差等。甚至报告出每个条桶中粗度为+15%的粗节疵点数。在运转管理中如果粗节疵点增加程度不足以使机器自动停车或报警,档车工也应对这些疵点作出标志,以便下工序发现,并根据波谱图快速判断产生粗节疵点的原因。
四、现代高速并条机的技术新发展
并条机是纺织工艺中改善成纱质量、降低条干不匀率、减少纱疵、提高混合均匀度的主要工序,20世际80年代以来,随着电子计算机技术、传感技术及变频调速技术与纺织机械的不断结合,使纺织机械走向高科技化,并条机也不例外,经过不断的改进,使现代并条机具备了在线并条条干自调匀整、粗节疵点自动监控、全自动牵伸自动调节、牵伸罗拉隔距自动调节系统。形成了电子计算机自动监控的体系,此外,还改进了机器负压净化功能,以及单独传动的自动换桶体系,使用了1米直径大条桶,使并条机功能更加完善。现代化并条机的质量保障体系的技术进步尤为突出。因此除了新发展应用的漏斗式式粗节传感器对并条质的在线质量管理外还研发了一些新的技术进步如2007幕尼黑ITMA及2011巴塞罗纳ITMA,德国特吕茨勒公司展出了新的TD03-600、TD02并条机,都是在TD03并条机(如图5所示)的基础上的改进与发展的。其特点有
1.新研发的并条机的导条架(导条罗拉)是独立电机传动的,取消了并条机主机对导条架的机械连接;采用单独传动的有自调匀整功能的电机传动导条罗拉,使匀整精度更高;并条机的张力牵伸可设置的十分精确,减少了棉条在导条架部份的意外牵伸,使自调匀整效果更好。这对于加工敏感材料及频繁换批是十分有利的。
2.特吕茨勒进一步改善了4上3下的压力棒牵伸系统,第4根上皮辊保证了棉条在牵伸系统输出端轻柔地导向,同时主牵伸区的可调压力棒使包括短纤维在内的所有纤维的导向都受到控制,在调整牵伸宽度时上皮辊在下拉罗拉的轴承套中调节,这样的调节方式,加上高精度的机械加工水平,保证了上皮辊的100%轴向平行,从而保证优化了棉条的均匀度。
3.特吕茨勒有自调匀整的并条机TD03还配有电子计算机控制的对牵伸点的自动优化设置系统OPTISET,通过考虑一些综合情况,如机器的设置、原料性质及周围的空调状况可在几秒钟内完成主牵伸的最优化,完全自动确定的最佳数值。喂入原棉先经过传感器扫描后再进入主牵伸区接受牵伸匀整作用。主牵伸区距传感器约1000mm,匀整作用要比转感器扫描时间有一定的滞后,因此主牵伸点的设置应考虑滞后的因素。此外主牵伸点的确立还要考虑原料性质、机器设置及周围的空调状况。具有智能化的自我管理的能力。
五、大条桶的应用
早在20世纪末国内外已在梳棉机上应用了直径1000的大条桶,对提高梳棉机机下游工序的产质量及减少劳动力起很大的作用。现在又在RSB-D22并条机及新型纺纱生产线上应用直径1000毫米的大条桶,纺前准备中梳棉机大都采用了1000毫米直径的大条桶,给生产带来了许多方便,以往大条桶在梳棉机上的应用减少了梳棉机及下工序的换桶次数及接头次数,提高了梳棉机效率及生条质量。
1、现在国际上在头道并条机(SB-D22双眼并条机)上也采用了直径1000毫米及高度为1200毫米高的大条桶,使每年的换桶次数减少了4万次,每天可减少100多次换桶。不仅减少了换桶运桶次数,而切减大少了结头次数大的提高了并条机的效率及质量。如图5
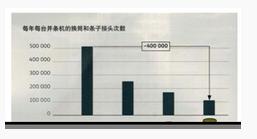
图5、条桶直径与高度与换桶次数的关系
从图5中可看出,当条桶尺寸直径为1000毫米及高度1200毫米时要比其它尺寸的条桶的容量大,比400X900的条桶的容量大的多,相比之下年换桶次数大桶比小桶减少4万次。像立达公司产的SB-D22双眼并条机就是应用1000X1200大条桶,引出速度达1100米/分;大条桶棉条结头少,质量好也减少了络筒机的电清切断次数,从而提高了络筒机的效率。也减少了用工。为了与大条桶配套,并条机的喂入导条部份的几何尺寸相应做了新的设计如图2所示
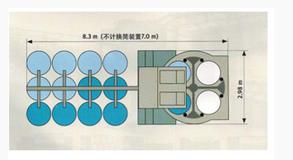
图6为第一二道并条机的喂入部分排放1000毫米大条桶的排放法及自动换桶
直径达1000毫米双眼并条机的自动换桶是这种双眼并条机的的独特之处,整个换桶过程不需要人工介入看管,可使较长时间里确保生产稳定,确保稳定高效生产,与传统的老式双眼并条机相比效率提高10%,使用大条桶比一般小桶日产多3-6吨。这种大条桶带自动换桶装置可使档车工多看的机台增加,由4台增到6台。立达的SB-D22就是这种新式的自动换大桶的并条机,自动换桶装置有条桶库,可存有4个大桶,一对在用,一对空桶备用,当满桶时,机器停止运转,换桶装置旋转180度,两个空桶自动换下满桶,机器自动继续运转。大条桶的应用基本上介决了纺前自动化联接的问题。
立达产的J20喷气纺纱机及转杯纺纱机都是应用1000毫米直的大条径桶由梳棉机直供或用一道并条机的1000毫米大桶供应半熟条.。
大卷装一方面可节省劳力,主要的是减少了接头,更主要的是由于通过计算计的控制,接头质量高,减少了人工接造成的疵点及断头从而提高了产品质量及生产效率,基本上实现了纺前各工序间的自动化联接问题。

瑞士立达SB-D22型双头并条机的引出速度的到1100米/分,没有自调匀整装置,可节省劳动力、占地面积及能源成本。最突出特点的是在这种并条机上配用1000毫米直径及1200高的大棉条桶容量大比条桶直径为400x900、500x1100及、600x1200毫米高条的桶容量最大,每年可减少换桶次数高达40万次,即减少接头40万次,在同样使用自动换桶的条件下使并条机日产量多3-6吨,用电成本降低10%,占地面积如果按装在地基下时机器长度还可减少长度1米。
结语
并条机是纺前准备工序的很重要的工序,并条以后再也没有改善棉条不匀率及减少纱疵的工序、因此并条机对于提高棉条及纱线质量很关键,主要是解决好喂入下工序的棉条的条干不匀及粗节疵点问题。经过并条机本身的牵伸并合机构的功能使并条条干得到改善。粗节检控技术也经过多次的研究及生产实践得到改进,粗节疵点的排除从离线取样测试发展到在线的漏斗式快速传感器的粗节检测系统。漏斗式快速传感器的粗节检测系统提高了对粗节疵点的监控与排除能力使产品质量进一步提高;并条机的导条罗拉由主机传动改为单电机调速传动使匀整精度更高;并条机的张力牵伸可设置的十分精确,减少了棉条在导条架部份的意外牵伸,使自调匀整效果更好。
并条机配有电子计算机控制的对牵伸点的自动优化设置系统OPTISET,通过考虑一些综合情况,如机器的设置、原料性质及周围的空调状况可在几秒钟内完成主牵伸的最优化,说明并条机已步入智能化的新阶段;特吕茨勒的并条机改善了4上3下的压力棒牵伸系统,加上高精度的机械加工水平,保证了上皮辊的100%轴向平行,从而保证优化了棉条的均匀度。此外RSB-D22并条机及新型纺纱生产线上应用直径1000毫米的大条桶,大条桶在并条机上应用减少了并条机及下工序的换桶次数及接头次数,提高了并条机效率及半制的质量。
关于并条机车速问题,由于圈条器斜管问题的制约及原棉质量纺纱品种等影响了车速的进一步提高目前引出线速最高应以每分钟1000米为限。
参考文献
1、秦贞俊编著世界棉纺织前沿新技术(M)北京中国纺织出版社2010.6出版P42-46
2、秦贞俊编著。现代棉纺纺纱技术(M)上海东华大学出版社出版.2008。(7)出版P37-41
3、DrnorbertBrunk.YarnqualityimprovedbyACPQualityPackage.(J)Spinnovation2008.(24)p9-14
4、Reetipalsingh.Develomentsincomber,speedframe&rinframe.(J).THEindeantextilejournal2009.(8).p28-37
5、FatmaGoktepe.AcomparisonofcompactyarnpropertiesproducedonDifferentSystems(J).TextileResearchjournat2006
6、RiterYvanschwartz:E80comber:QualitymeetsflexibilitytheIndiantextilejournal2013.3p107-108 转载本网专稿请注明:"本文转自锦桥纺织网",更多纺织专业资讯,关注锦桥纺织网微信公众号。微信搜:锦桥纺织网
|
 服务热线: 0532-66886655
服务热线: 0532-66886655
 传真:0532-66886657
传真:0532-66886657
 客服邮箱:service◎sinotex.cn
客服邮箱:service◎sinotex.cn






