现代纺纱工艺与设备的创新与展望
2010-07-03 全国现代纺纱技术研讨会已经成功举办了四届,得到了众多纺织人士的积极响应和参与。据介绍,本次会议邀请到了行业主管领导、知名专家和全国各地棉纺织企业的总经理、总工程师及主管工艺、设备、产品开发等的技术人员,配套纺机、器材专件、测试仪器制造企业的专业人员一起,就纺织业转型升级进行深入探讨,共同为纺织行业的发展和提高竞争力出谋划策。 纺纱工艺引领设备创新
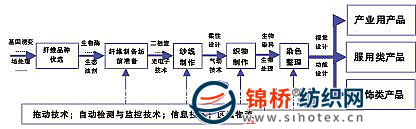
纤维预处理的任务是对棉花进行异纤分拣、消糖。而麻纤维由于家族品种繁多,结构性能差异大,预处理的任务需要进行微生物(细菌、酶制剂)脱胶和化学脱胶两种方法。羊毛预处理的过程为选毛、开毛、洗毛、烘毛、炭化、加油。绢丝预处理为选别、除杂、精练、水洗、脱水、干燥。针对芳纶、芳砜纶、丙纶等表面光洁、抱合能力差、模量高的合成纤维,采用物理或化学的表面预处理,可实现加工的预处理。 开清目的是通过开清工序,将纤维中的杂质进行适量清除,将纤维团松解成小纤维束,与梳理成条工序共同完成对纤维的结构松解,杂质的基本清除。不同品种的纤维原料,所采取的开清路线也有很大差异。开清流程为纤维抓取、开松、清杂、混合、输出(成卷/纤维流)。梳理与开清工序有机配合,有效清除细小杂质,实现单纤维率85%以上;进行高效混合,实现输出纤维条粗细均匀一致;良好的卷装,便于存储、运输。梳理工艺为后道加工,提供优质的梳理条。由于前道提供的梳理条在纤维排列结构、成分含量、纵向不匀等方面仍有诸多不足,需要通过并条工序解决。并条工序主要使得纤维平行伸直度得到改善,粗细均匀度得到提高,成分均匀度得到保证,实现良好的存储,为后道提供优质的并合条。 在开清、梳理阶段,纤维中的杂质在经受冲击性打击下变成细小颗粒,纤维也被部分打断成为短绒,为保证纺纱过程的顺利进行,要进行精梳加工。精梳工艺完全清除细小杂质、短绒,进行多根精梳条混并以改善均匀度,有效圈放以便于存储和运输,为后道工序提供纤维结构优良的清洁精梳条。 熟条(精梳/普梳)直接纺制细纱,在新型纺纱中可以实现。而环锭纺中由于熟条定量过重,直接纺制细纱难以获得理想的纱线质量,故采用粗纱进行过渡。粗纱工序对熟条进行适量牵伸;赋以适量的捻度;为便于存储、运输和后道加工(退绕),进行有效卷取和成形,为细纱工序提供质量优异的粗纱。细纱是纺纱加工最后一道工序,决定了纱线结构、规格、功能、质量。细纱工序对粗纱条进行定量牵伸,实现客户所需的号数;赋予定量捻度,满足使用所需要的强度、手感;为便于存储、运输和后道加工(退绕),进行有效卷取和成形,为后加工工序提供质量优异的细纱。 一般单纱不能充分满足某些工业用品和高档织物的要求。因为单纱加捻时内外层纤维的应力不平衡,很难充分发挥纱线中所有纤维的强力作用,另一方面单纱也不能同时全面地满足较多物理性能的要求。单纱经过并合后获得的股线性质变化较大,能够比较全面地满足这些要求。捻线的实质,就是通过改善纱线中的受力状况来提高纱线的品质。细纱容量过小,为便于存储、运输和后道使用,要进行大卷装卷绕;细纱可能存有粗细节、结/杂等,要清除。络筒工序进行在线检测并对疵点进行清除;根据所需进行松式筒/紧密筒卷绕,为售纱或织造,提供质量优异的筒子纱。 近几十年来,转杯纺、喷气纺、静电纺、摩擦纺、平行纺、涡流纺等新型纺纱技术逐步受到人们的关注。其中,转杯纺、喷气纺、涡流纺等技术是目前新型纺纱体系中提及最多的几种技术,转杯纺、喷气纺设备是使用最多的新型纺纱设备。现在,转杯纺纺纱技术发展已经比较成熟,特别是20世纪末以来转杯纺设备的纺纱速度、纺纱质量、自动化水平以及品种适应性等方面都有了很大进步。喷气纺纱具有纺纱速度高、产品质量好、纺纱支数最高可达60英支以上等特点,但其品种适应性不如环锭纺及转杯纺。涡流纺设备不仅能生产化纤纱,而且还能生产一定支数的纯棉纱,由于这种纱线具有环锭纱的真捻结构,其成纱不仅在强力方面接近同支环锭纱,而且还具有成纱质量好、毛羽纱疵少、条干均匀等优点。虽然新型 |
 服务热线: 0532-66886655
服务热线: 0532-66886655  销售热线: 0532-66886656 传真:0532-66886657
销售热线: 0532-66886656 传真:0532-66886657 


