的规格,喷针有1.4、1.6、1.8、2.0,喷嘴有2.1、2.4、2.5、2.6、2.8。织物的品种与喷针和喷嘴的直径的关系见表3—1。

注 随转速、幅宽、水泵柱塞和弹簧的不同应作相应的变动。根据图3—4所示2是喷外喷针规格1.4、1.6指什么地方尺寸,喷嘴2.1、2.4只是指各中什么地方尺寸。
四、压纱器
压纱器的作用是控制纬丝开始进入梭口和结束飞行而将纬丝夹住,是引纬机构必不可少的一部分。分为机械式压纱和电子式压纱两种。电子压纱由电控程序来控制开闭,用于双喷嘴和多喷嘴。机械式压纱主要用于单喷嘴,其结构如图3—5所示。
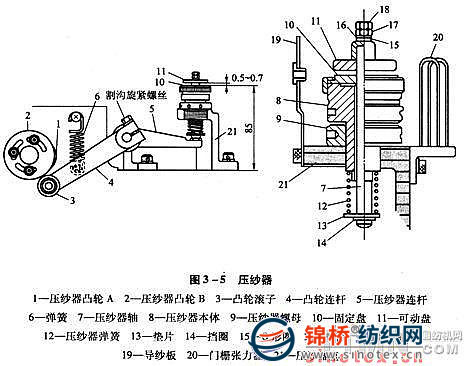
织机运转时,压纱器凸轮的回转使凸轮连杆4摆动,带动压纱器连杆5摆动,从而使压纱器轴7上下移动,控制纬纱进入梭口和结束飞行。
五、引纬时间
(一)引纬时间的设定
(1)引纬时间的设定,喷射开始时间设定在钢筘向后摆动,筘面(前面)刚过喷嘴中心时,使其喷水,因机器配置钢筘动程不同,其喷射开始时间的设定有所不同,如:单喷(75动程)为85°,双喷(95动程)为90°。
(2)飞行终了应设定于钢筘向前摆动至喷嘴中心线之前结求为准。
(3)喷射开始时间以调整水泵凸轮位置来设定。
(4)引纬时纬丝飞行开始时间及引纬终了纬丝飞行终止的时间,可调整压纱器凸轮A和B的位置来设定。
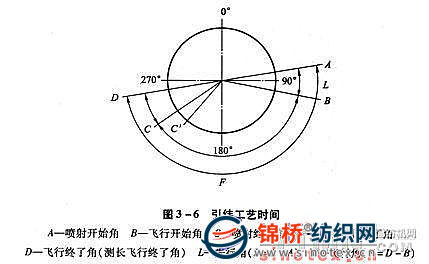
(5)为保证顺利引纬,有必要将伸出喷嘴尖端的短丝伸直,需要设先行角。因此将开放压纱器的时间比喷射开始时间作延迟,此角度即为先行角。根据纬纱的不同,通常设定为:锦纶、涤纶10°,强捻丝5°~10°,涤纶加工丝15°~20°。
(6)上述角度关系可用图3—6来表示。
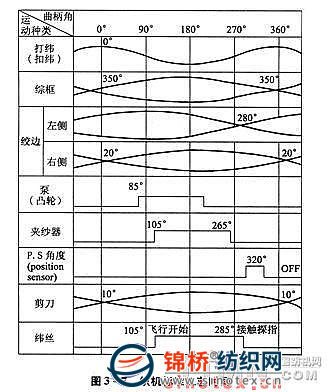
(二)织机标准工艺时间
织机型号不同,织物品种不同,其织机标准工艺时间都会有所不同。
以LW型单喷织机为例,织机标准工艺时间如图3—7所示。
六、双水泵引纬机构
随着织造工艺的发展,单水泵已经不能满足多品种织物的要求,双水泵应运而生。双水泵能实现线密度和特性相差很大的两种纬纱的稳定投纬。即使在同种纬纱混合的情况下,由于各喷嘴都设定了最佳的投纬条件,因此能发挥高速、稳定的投纬效果。图3—8为双泵引纬的结构图。
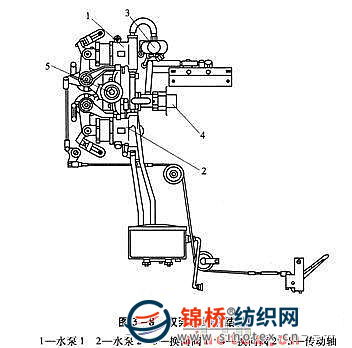
理论上,双水泵可以实现四喷,但由于喷嘴位置的限制以及织口的问题,目前最多的是三喷。即一个泵控制一根纬纱,另一个泵控制两根纬纱。一个泵控制两根纬纱的情况,与单泵双喷的情况相同,这里不再赘述。这里简要介绍一下双泵的工作原理。两个泵凸轮安装在传动轴5上,当泵凸轮的高点与水泵的连杆臂接触时,水泵l、2从水箱吸水,经水泵弹簧压缩, |
 服务热线: 0532-66886655
服务热线: 0532-66886655  销售热线: 0532-66886656 传真:0532-66886657
销售热线: 0532-66886656 传真:0532-66886657 


