清梳过程中棉结与短绒变化分析
来源:本站 2008/11/3 16:05:39 编辑:Yanchao周 宇 王 兟
摘要:对AFIS纤维测试仪与传统目测方法就半制品棉结含量的测试进行了比较。揭示了棉结含量在清梳加工过程中的一般演变情况。通过对C4型梳棉机与棉结相关的主要工艺性能分析及与FA201型梳棉机的比较,提出盖板倒转是C4型梳棉机在高产量、高喂入品棉结含量情况下生条棉结数优于FA201型梳棉机的主要原因之一,而使用好这一技术的关键是优选较小而合理的盖板入口第一点隔距。对棉结的处理,排除比梳解更有利。高产梳棉机应注意在主梳理区之前增强棉结和短绒的排除。从棉结及纤维损伤的角度看,高产梳棉机锡林转速在381r/min、刺辊转速在1099r/min时增速仍有一定空间。
关键词:棉结;AFIS纤维测试仪;清梳加工;短绒率
棉结一直是纺纱工作者感兴趣的主要问题之一,研究人员对此进行了许多研究。从棉结的检测到棉结的控制,从棉结的形成机理到棉结对最终产品的影响,都已获得许多成果,并以此促进了纺纱技术的发展。现代梳棉机的发展与棉结的研究成果关系密切。随着纺纱技术、检测技术的不断发展,出现了许多与棉结有关的新问题,如现代高产清梳联系统对生条棉结、成纱棉结有何影响,现代高产梳棉机棉结梳解对短纤维含量的影响等,因此需要对棉结问题进一步研究。
1半制品棉结的概念和检测
1.1半制品棉结概念
根据美国D1446—53T标准,棉结为单根或多根杂乱纠缠的纤维组成,其中含杂棉结内有籽屑,籽屑上粘附有长短不一的短绒。我国一般对棉结的理解是:纤维纠缠而成的圆形小结或粒状纤维结。迄今为止在仪器检测中以核心部分投影直径大于某一极限值的纤维结为棉结。
1.2半制品棉结的检测
中国大部分企业目前大多采用目测来评定半制品棉结数。这种方法的测试结果很大程度上取决于测试人员的感观,而且由于人眼分辨率的限制,细小棉结往往不能测出。
UsterAFIS纤维测试仪是近几年进入商业化阶段的纤维检测系统,能够进行棉结数和棉结大小分布的自动检测。该仪器首先将试样分离成单纤维、棉结、杂质三个部分,纤维和棉结在气流输送过程中通过一个可产生波形的光电传感V/T器一个棉结形成一个“波峰”曲线按棉结大小划分成个20个参考等级,其极限值是0.1mm。仪器输出每克重试样的棉结数(粒/g)及变异系数(CV/%)、棉结平均投影直径(mm)、棉结大小分布直方图。其检测结果具有良好的重现性。
本文在无特别指明时,有关棉结的指标均指AFIS纤维测试仪测试指标。
2 瑞士立达清梳联与国产清梳机组棉结含量的演变
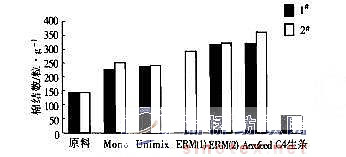
瑞士立达清梳联由下列单机组成:A1/2型抓棉机,Mono型开棉机,Unimix型混棉机,ERM型锯齿开棉机,Aerofeed型棉箱喂棉机,C4型梳棉机。加工过程中棉结变化的情况见图1。从图1中可见,瑞士立达开清棉流程中,棉结含量随加工过程逐步增加,最终输出半制品的棉结含量是一个随加工过程逐步积累的过程,输出半制品的棉结含量约为原棉的2.5倍。C4型梳棉机使棉结含量大大减少其生条棉结含量约为原棉棉结含量的1/2。
国产清梳机组配置如下:FA002型自动抓棉机,FA104型六辊筒开棉机,A036B型豪猪开棉机,A092AST型双棉箱给棉机,A076型单打手成卷机,FA201型梳棉机。加工过程中棉结变化的情况见图2。从图2中可见,国产开清棉流程中原料经FA002型抓棉机其棉结数增加最多,然后经FA104型六辊筒开棉机减少,再经A036B型豪猪开棉机减少,经A092AST型双棉箱给棉机增加较多,再经A076型单打手成卷机略减,棉卷棉结数约为原棉的1.4倍。FA201型梳棉机使棉结含量大大减少,其生条棉结含量约为原棉的5/9。

3锡林速度、输出速度与生条棉结短绒含量的关系
3.1试验方案
C4型梳棉机锡林速度、输出速度与生条棉结含量的关系,采用二因子三水平试验方案(见表1),按L9(34)正交表进行试验,生条定量4.5g/m,并、粗、细同锭,纺纱品种为C13.9tex。

3.2锡林速度、输出速度与生条棉结含量
据正交试验,得到此关系的回归方程为:
Y7=45.901-0.092X1+0.292X2(1)
式中:Y7为生条棉结数(粒/g),X1为锡林转速(r/min),X2为输出速度(m/min)。
该回归方程的显著性检验值为:
t1=2.299Pt=0.061
t2=2.022Pt=0.090
t3=3.163Pt=0.019
F=7.048PF=0.027
从以上各P值可见该回归方程成立,其图形
见图3
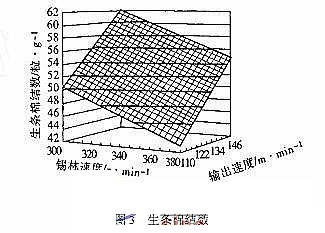
从图3可见:生条棉结数随输出速度(产量)增加而增多,这是因为随产量增加,棉结平均受梳理时间减少,使棉结梳解的几率降低。生条棉结数随锡林转速的增大而减少,这是因为锡林增速降低了梳理负荷,且棉结平均受梳理时间增加。生条棉结数与锡林转速呈线性相关,曲线中部无凹凸处,且无临界点,说明C4型梳棉机的梳理场布置对附加棉结的控制是有效的。从棉结的角度看,在保证锡林、刺辊一定速比的条件下,刺辊转速随锡林同步增速仍有一定空间。
#p##e#
因此,现代高产梳棉机进一步提高产量,锡林增速也是重要的技术措施。
3.3 锡林转速、输出速度与生条短绒率梳理场强度及分布的增强会使生条短绒率增加。因此,一般生产中增强梳理场强度的措施如提高梳理机件的转速,减小梳理机件间隔距等都会使生条短绒率增大。虽然梳棉机的主要任务是梳理,梳理过程造成纤维损伤不可避免,但对于一定的喂入棉层结构和一定的纤维物理特性,存在着一定的梳理场强度布置的上限。有资料指出,使用陆地棉(中绒棉)时刺辊速度在欧洲以950r/min以上是禁区,因为950r/min以上时纤维损伤严重,棉结增加,由此推知锡林速度也存在这种上限。
据正交试验,得到这一关系的回归方程如下:
Y1=0.028X1+0.059X2 (2)
式中:Y1为生条短绒率(%),X1为锡林转速(r/min),X2为输出速度(m/min)。
该回归方程的显著性检验值为:
t1=2.476Pt=0.042
t2=1.935Pt=0.094
F=398.27PF=0.000
从以上各P值可见该回归方程成立,该方程的图形见图4。从图4可见,生条短绒率随锡林转速增大而增大,且呈线性相关,曲线中部无凹凸处。该曲线规律符合一般理论分析,但没有出现临界点。这说明C4型梳棉机从对纤维损伤的角度看,其锡林转速在381r/min、刺辊转速在1099r/min时仍有增加余地。
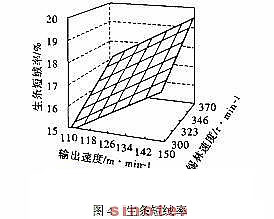
生条短绒率随输出速度增加而增大,这与各生条短绒率随输出速度增加而增大,这与各资料介绍的情况相符。一般认为这主要是因为高产量使纤维层结构紊乱所致。但作者认为,由于高输出速度使纤维所受平均梳理时间减少,同时使锡林针面负荷增大,这些都将减少纤维损伤。有文献指出,随梳棉机产量的提高,前后车肚落棉大量减少使生条短绒率增大。落棉情况统计见表2。

从表2的实测结果可见,单产为35kg/台·h的C4型梳棉机比单产为16kg/台·h的FA201型梳棉机落棉率低且落棉中短绒率也明显少。因此,梳棉机高产量时短绒排除量的减少,是生条短绒率增大的主要原因之一。产量增加,针面负荷增大,针面纤维层厚度增加,使短纤维排除几率减少。因此,高产梳棉机需要增加排除短绒的措施如C50型梳棉机的Trex装置,DK803型梳棉机的Webfeed装置即是增强短绒排除的手段。
锡林~盖板隔距、棉箱喂棉机打手速度与生条棉结短绒含量的关系C4型梳棉机锡林~盖板隔距、棉箱喂棉机打手速度与生条棉结数关系的试验情况见表3。

从表3可见,锡林盖板隔距(入口~出口)从0.35mm,0.30mm,0.25mm,0.25mm,0.25mm改变到0.7mm,0.25mm,0.2mm,0.2mm,0.2mm,可以在生条短绒率不变的情况下,使生条棉结数降低到FA201型梳棉机生条棉结数的水平。这一隔距的改变相当于工作区盖板根数减少,其入口隔距转移到原入口第2点,且该点隔距大大减小,而其他3点隔距减小很少。从梳理场布置来看,梳理场分布缩减1/5,入口强度明显增加,其余部分强度稍有增强。因此,其对棉结的减少关键是入口隔距的减小。而从生条短绒率基本不变可知,其梳解棉结的作用并无明显增加(因梳理强度有增有减)。笔者认为,生条棉结数的明显减少,是由于盖板倒转时,入口第一点隔距减小而增加了对棉结的排除。这些棉结稍经梳理后被排除,减少了因梳解棉结产生的短绒量,因此,生条棉结数明显减少,而生条短绒率却不变。
盖板倒转对棉结的有效排除情况见表2。从表2可见,C4型梳棉机的盖板花率和盖板花棉结含量均明显大于FA201型梳棉机。因此,调整好盖板入口第一点隔距是用好这项技术的关键。由此可以推断,盖板倒转并增大其运行速度,可以增大棉结的排除量。
在以上工艺的基础上,将C4型梳棉机盖板入口隔距从0.7mm缩小到0.25mm,其入口第一点小隔距多排棉结的优势得到保留,而由于扩大了梳理场,使生条棉结数进一步明显减少,达到FA201型梳棉机生条棉结数5/7的水平,但因棉结梳解量的增加而增大了生条短绒率。这说明C4型梳棉机全部工作区盖板均对棉结梳解有明显作用。在盖板倒转的情况下,减少工作区盖板根数要谨慎。再将棉箱喂棉机打手速度从815r/min降到637r/min,则喂入品棉结数量有明显减少,使生条棉结数保持在好的水平,而生条短绒率却明显有所降低。由此可见,高产梳棉机喂入品的棉结含量是一个需要密切关注的问题,太高会引起生条短绒率较大。
梳解棉结是梳棉机的主要任务,但随着产量的提高,大量的棉结梳解一方面增加了梳理负荷,另一方面增加了因棉结梳解产生的短绒量。减少喂入品棉结数,特别是减少主梳理区的棉结梳理负荷,将有利于在高产量时既保证梳理质量又不增加短绒率。C4型梳棉机与FA201型梳棉机棉结比较在C4型梳棉机合理的工艺条件下,虽然其产量是FA201型梳棉机的2倍,其喂入品棉结数多于FA201型梳棉机,但其生条棉结数却少于FA201型梳棉机(见图5)。
#p##e#
C4型梳棉机生条棉结数少于FA201型梳棉机的一个主要原因是盖板倒转。反向回转的盖板使C4型梳棉机盖板花率在高产量情况下比FA201型梳棉机大(见表2),且盖板花中的棉结数比FA201型梳棉机多(见表2)。由于盖板落棉中相当部分的棉结没有参加锡林~盖板区的梳理,因而提高了梳棉机的梳理能力。

值得注意的是:C4型梳棉机在锡林~盖板隔距大于FA201型梳棉机时,其生条棉结数即可达到少于FA201型梳棉机的水平(C4型梳棉机锡林盖板隔距为:0.25mm,0.25mm,0.2mm,012mm,012mm;FA201型梳棉机锡林盖板隔距为:0.203mm,0.178mm,0.152mm,0.152mm,0.178mm),说明C4型梳棉机具有比FA201型梳棉机更强的梳理能力。
6 结论
(1)棉结含量的AFIS纤维测试仪测试与传统目测方式完全不相关,两种测试方法揭示的棉结含量随清梳加工过程演变的规律完全相反,相同试样AFIS纤维测试仪测试结果比传统方式大一至二个数量级。
(2)现代普梳纺纱系统中,清棉是增加棉结最多的工序,梳棉是减少棉结最多的工序。成纱棉结数在正常情况下与生条棉结数呈正相关。成纱CV值随生条棉结数增加而增大。
(3)清棉半制品棉结含量对生条短绒率有明显影响。C4型梳棉机喂入品的棉结含量约为FA201型梳棉机喂入品的1.2倍,且小于0.5mm级的较多,因此,在工艺上要重点注意这一问题,通常应采用较低的打手转速。这一问题的根本解决将为进一步提高C4型梳棉机的产量,降低其生条短绒率打下良好基础。
(4)C4型梳棉机单产为35kg/h时,其生条棉结数、成纱棉结数均可达到优于FA201型梳棉机单产为16kg/h时的水平。盖板倒转是C4型梳棉机在高产量、高喂入品棉结含量情况下生条棉结数优于FA201型梳棉机的主要原因之一,而使用好这一技术的关键是优选较小而合理的盖板入口第一点隔距。
(5)在盖板倒转的情况下减少工作区盖板要谨慎。C4型梳棉机全部工作区盖板均对棉结梳解有明显作用。在梳棉机中,对棉结的处理,排除比梳解更有利。高产梳棉机应注意在主梳理区之前增强棉结的排除。产量增加,使短纤维排除几率减少。高产梳棉机需要增加排除短绒的措施。
增加排除是现代超高产梳棉机的主要特点。从棉结及纤维损伤的角度看,现代高产梳棉机锡林转速在381r/min、刺辊转速在1099r/min时增速仍有一定空间。
参考文献:
1 周宇,王兟,张喜昌等. C4型梳棉机工艺性能研究〔J〕.棉纺织技术,1998;26(6):5~15.
2 费青. 现代高产梳棉机的高速梳理及主要措施〔J〕.棉纺织技术,1998;26(1):13~17.
3 王介生. 梳棉机附加固定分梳件分梳作用剖析〔J〕.棉纺织技术,1998;26(1):9~12.
4 毛绘明. 清梳联短绒问题分析〔J〕.棉纺织技术,1998;26(10):40~42.
5 张喜昌. FA201型梳棉机工艺参数的优化〔J〕.棉纺织技术,2001;28(12):20~22.
6 谭小凤 从成纱质量看梳棉的重要性〔J〕.棉纺织技术,1999;26(11):35~37.
7 刘月玲. 纯棉纺纱过程中短绒情况分析〔J〕.棉纺织技术,1999;27(1):37~38.
8 苏馨逸. 国产清梳联有关技术问题的探讨〔J〕.棉纺织技术,2000;28(5):5~16.
9 李长智,赵达成,龙长春等. 降低国产清梳联短绒棉结的工艺研究〔J〕.棉纺织技术,2000;27(8):19~23.
10 王学仁.应用回归分析〔M〕重庆:重庆大学出版社,19891
11 HansR 9 9 sli.Rieter: C50 High 2Performance CardJ.Text World,1996;(4).
12 HansRsli.Rieter:C51Card with self sharpening wire system〔J〕.Text World,1998;(4).2
13 刘延武,管锦文,邢怀祥等 清梳联流程的配置与棉结和短绒的关系〔J〕1棉纺织技术,2002;30(10):581
14 周宇 清梳加工过程对杂质数量的影响〔J〕棉纺织技术,2002;30(10):9121
15 谢春萍,周晔 梳棉生条短绒的检测与控制〔J〕棉纺织技术,2002;30(10):13161
16 李妙福 国产清梳联的发展与使用管理〔J〕棉纺织技术,2002;30(7):5111
17 张晓声,胡金华,王觉德等 清梳联有关技术问题的实践与分析〔J〕.棉纺织技术,2002;30(7):20251
#p##e#
资讯权限图标说明:
1、红锁图标: 为A、B、C等级会员、资讯会员专享;
为A、B、C等级会员、资讯会员专享;
2、绿锁图标: 为注册并登陆会员专享;
为注册并登陆会员专享;
3、圆点图标: 为完全开放资讯;
为完全开放资讯;
本网版权及免责声明:
1、凡本网注明“来源:锦桥纺织网”的所有作品,版权均属于锦桥纺织网,未经本网授权,任何单位及个人不得转载、摘编或以其他方式使用。已经获得本网授权使用作品的,应在授权范围内使用,并注明“来源:锦桥纺织网”。违反上述声明者,本网将追究其侵权责任的权利。
2、凡本网注明“来源:XXX(非锦桥纺织网)”的作品,均转载自其他媒体,转载目的在于传递更多的信息,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
4、有关作品版权及投稿事宜,请联系:0532-66886655 E-mail:gao@sinotex.cn