环锭纺单纱捻度试验影响因素分析
来源:本站 2008/11/7 13:41:43 编辑:Yanchao
宫怀瑞
(山东省莘县飞泰纺织有限公司)
摘要: 环锭纺单纱捻度试验影响因素较多,分析了操作方法、仪器主要参数对捻度测试结果的影响。认为采取正确的操作方法、对新型国产捻度仪选择3mm伸长定位、精确计算并合理设置单纱预加张力,是准确测试单纱捻度的关键。
关键词: 单纱;捻度;测试;定位;预加张力;操作
单纱捻度是环锭纺纱质量控制项目中的主要指标之一。单纱捻度的大小影响单纱强力、断裂伸长、捻缩率及毛羽等指标,同时,对后道工序生产及下游产品质量的影响也较为显著,如成纱上浆率的大小、坯布外观及手感、染色效果等。如何准确地反映实际生产中单纱的捻度值,并根据测试数据及时地调整工艺技术参数,指导生产实践,成为生产中一个极其重要的环节。目前,国内大多数纺织企业是利用国产Y331系列捻度仪进行手工操作测试成纱捻度。笔者认为上述测试方法由于受多方面因素的影响,很多情况下测试数据误差较大,给生产提供误导。为此,就上述类型仪器在操作试验、测试技术参数选择等人为误差影响因素方面进行了相关分析。
1 环锭纺单纱捻度测定方法及原理
1.1 测定方法、原理及要求国家标准《GB403—78本色棉纱线试验方法》规定,环锭纺单纱捻度测试适用退捻加捻两次计数法,实质上要求先将单纱反捻向退捻至无捻状态,而后继续反向加捻。由于加捻后单纱产生捻缩,使单纱反向加捻后沿长度方向上回缩,当长度回复到原长度时,由于仪器的光电作用使测试停止完成一次测试仪器内部系统则内存退捻和加捻的捻回总数。理论上讲退捻、加捻形成两倍于实际单纱捻度的捻回数根据规定的测试项数和有关计算公式计算得出单位长度的单纱捻度值。
1.2 国产新型Y331系列捻度仪的特点在应用国产新型捻度测试仪进行测试时,目前使用较多的为Y331系列。而前期的Y331型捻度仪由于结构设计与功能等方面存在的缺陷,
仪器系统误差较大,并且受人为操作方面影响较为突出,在实际测试中造成环锭纺细号单纱捻度测定误差较大,粗号纱误差稍小。受多方面因素的影响,有些厂家测定的单纱加捻效率约为75%~85%,与实际加捻误差较大,从而形成测试数据失真的概率增大。针对以上情况,近年来仪器生产厂商克服前期捻度测试仪某些方面的设计缺陷,从整体结构入手,特别是在纱线预加张力结构方面设计精确,细致合理,并且将电子系统、PC屏幕显示、键盘输入及数据信息连接打印等多功能集于一体,使用更加方便,测试数据准确性得到了较大的提高。如Y331LN型捻度仪纱线预加张力装置结构简图见图1。
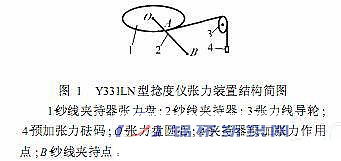
纱线夹持器器臂OB与纱线夹持器上预加张力砝码作用力臂OA长度之比为4∶1(该值为仪器设计值)。根据国标要求,测定单纱捻度时应加预加张力F为:
F=纱号/4(cN)
实测OA=25mm;OB=100mm。则作用于A点的预加砝码重量N砝应满足下式:
N砝=F×=纱线/4×100/25=纱号(g)
根据上式可知,该仪器预加张力砝码重量在数值上与纱号相等,易于掌握。另外,该仪器在退捻速度控制方面设置了粗调量程和微调量程两档,使用较为方便,在一定程度上为保持测试数据的真实性和可靠性起到了积极作用。
2 操作及仪器主要参数对捻度试验的影响
2.1 操作方法
单纱捻度测试除按照国家标准规定测定一定数量的管纱和项目外,人工操作方法的正确与否对测试数据影响较大。因此,测试操作时首先要保持单纱原有捻度的大小。手持纱夹夹持单纱前需两手多拉出一定长度的单纱,以避免因纱头段捻度的散失致使测试纱段的捻度产生传递散失,使测试数据受到影响,所以确保测试纱段固有捻度的相对稳定十分必要。次之,预加张力纱线夹持头夹持单纱后,在用手握持单纱纱头往退捻夹头夹持时,预加张力夹持器最好为自由状态,尽可能不用该端的卡位固定片。因为当用该端的卡位固定片后,由于该端夹持器已经夹持单纱,手持单纱往退捻夹持头夹持单纱时,手拉单纱的张紧程度大小不一,因人为造成单纱张力大小差异和测试纱段长度发生变化,从而形成测试数据变化;反之,如果预加张力夹持头夹持单纱后,该端不选用卡位固定片,则单纱处于受一定预加砝码张力作
用的相对自由状态,每次手持单纱往退捻夹头夹持时,单纱张力大小一致,测试纱段长度相对稳定,从而使测试数据受此影响相对减小,在一定程度上确保了测试捻度值的真实性。因此要严格掌握操作方法,确保测试数据的可靠性。
2.2 仪器主要参数
2.2.1 捻度仪伸长定位器位置参数捻度仪伸长定位器位置参数的选择对单纱退捻时单纱伸展长度大小起到限制作用。单纱退捻测试时,由于预加张力的作用,退捻过程中单纱则首先伸展伸长,当伸长定位器参数选择过大或过小时,从理论上讲单纱退至无捻状态时单纱内纤维间产生滑脱、滑移或产生重新排列后纤维间形成一定的回缩现象,从而不能保证达到伸展至单纱无捻状态时理想的原始须条排列状态,而测试长度发生了长度变异,导致测试捻回数较实际增大或减少,测试捻度值与实际值不符。表1为同一预加张力条件下不同伸长定位器参数选择对捻度测试影响的对比数据。
#p##e#
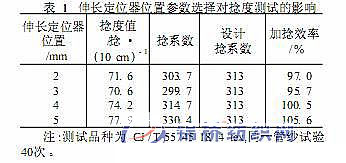
根据表1试验数据进行对比分析可知,伸长定位器选择2mm或3mm时,试验数据与实际情况较为相符(因需考虑细纱机加捻时锭带滑溜率因素,加捻效率不可能为100%),同时考虑到实际单纱捻缩率,综合认为选择3mm伸长定位参数为最合理,此时能保证捻度测试时纤维状态的相对稳定。
2.2.2 预加张力
国家标准GB403—78规定,单纱捻度测试时单纱公称号数
单纱预加张力=单纱公称号数/4(单位为cN),虽然新型捻度仪张力作用装置采用了盘式形式,但选择预加张力砝码后产生的单纱预加张力仍是符合上述公式要求的。现就利用Y331LN型捻度仪在相同的伸长定位参数,不同单纱预加张力条件下,对同一管纱进行捻度测试,结果见表2。

对比分析表2数据可以得出,在伸长定位参数一定,但预加张力不同时,随着预加张力的增大,测试的单纱捻度值增大,加捻效率值增大。当选择预加张力砝码9(实际砝码重量为30.8g)时,根据公式计算出作用在单纱上的张力为7.7cN,而国标规定预加张力应为=4.6(cN),实际张力远超出计算标准张力。在测试过程中反向加捻时,必须有足够的反向捻缩力克服较大单纱预加张力才能产生足够的捻缩效应。因此,理论上讲测试的捻度值较大。表2中9#砝码对应的加捻效率值100%显然与实际生产情况不符,存在一定的误差。当选择6#砝码(实际砝码重量为20.5g)时,根据计算得出作用在单纱上的张力为5.1cN,与应加预加张力计算值4.6cN较为接近,表2中所对应数据实测捻系数299.4,与设计捻系数313较相符,同样实测加捻效率值与实际生产情况基本一致。表2中当选择3#砝码(实际砝码重量10.3g),计算单纱作用张力为2.6cN,与应加预加张力4.6cN相比偏小,实测捻系数为295.6,较设计值313稍小,实测加捻效率值也稍小。综上所述,预加张力的选择对捻度测试影响较大,预加张力值明显大于计算值时,实测捻度偏大,易形成误差;预加张力值选择接近或小于计算应加预加张力值时,测试捻度值与实际生产情况较相符。因此,测试成纱捻度时,要正确地按照规定计算应加预加张力,并合理选择。
3 结语
测试成纱捻度时既要注重操作方法的正确性,同时,又要熟练掌握仪器的技术性能要求,按照有关要求合理选择捻度仪伸长定位器位置参数、预加张力大小等。只有这样才能较为真实地测试反映生产中单纱捻度值的大小,有效地控制捻度的变化,调整好捻度参数。
参考文献:
[1] 刘荣清,王柏润,范德等.棉纺试验〔M〕.北京:纺织工业出版社,1984.
[2] 鞠银平,苏贺颖.对国产全自动强力机改进建议〔J〕.棉纺织技术,2002;30(2):61.
[3] 棉纺手册编写组.棉纺手册〔M〕.第二版,北京:纺织工业出版社,1989.
资讯权限图标说明:
1、红锁图标: 为A、B、C等级会员、资讯会员专享;
为A、B、C等级会员、资讯会员专享;
2、绿锁图标: 为注册并登陆会员专享;
为注册并登陆会员专享;
3、圆点图标: 为完全开放资讯;
为完全开放资讯;
本网版权及免责声明:
1、凡本网注明“来源:锦桥纺织网”的所有作品,版权均属于锦桥纺织网,未经本网授权,任何单位及个人不得转载、摘编或以其他方式使用。已经获得本网授权使用作品的,应在授权范围内使用,并注明“来源:锦桥纺织网”。违反上述声明者,本网将追究其侵权责任的权利。
2、凡本网注明“来源:XXX(非锦桥纺织网)”的作品,均转载自其他媒体,转载目的在于传递更多的信息,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
4、有关作品版权及投稿事宜,请联系:0532-66886655 E-mail:gao@sinotex.cn