现代清梳联技术特征与发展趋势
来源:本站 2008/11/6 15:53:22 编辑:Yanchao李妙福
(河北省纺织工程学会)
摘要:探讨现代清梳联的技术特征及发展趋势。清梳联流程已基本系列化,宽幅化已向后工序梳棉延伸,在机械结构上趋向模块化组合,便于安装维修。高产梳棉机的产量更高,结构和器材的改进更注重梳理质量的稳定。清梳联智能化水平进一步提高,异纤、杂物自动检测、清除装置、网络监控技术、突出人性化设计等是近几年的发展趋势。
关键词:清梳联;技术特征;模块化;智能化;网络监控
近几年来国内外清梳联设备及工艺技术都有显著发展和提高。关于清梳联工艺技术、国产清梳联的经济效果,在先前的文章中已有阐述,现就清梳联技术近几年的发展趋势简要介绍如下。
1清梳联流程系列化
结合原料和品种的发展,清梳联流程及设备组合经过多年探索改进,已形成系列化。主要有:
(1)纯棉普梳、精梳中、细号环锭纺(11tex~30tex)系列;
(2)纯棉粗号(30tex以上)转杯纺、环锭纺系列;
(3)化纤纯纺及非棉纤维环锭纺系列;
(4)纯棉(含长绒棉)特细号(10tex以下)环锭纺、紧密纺系列。前3种都比较成熟并已大批应用。长绒棉细号产品是近几年才发展起来的生产技术,长绒棉纤维细度细,长度长,单纤强度高,整齐度、成熟度好,纺制纱号细,一般在10tex以下,对成纱质量要求高。长绒棉大部分为皮辊棉,轧工好,含杂低,有害疵点少。开清棉工艺以少损伤纤维,适当除杂为主,采用轻抓、细抓、薄喂轻打、多松少落、少打多梳,防止和减少纤维损伤。同时,长绒棉纤维转移困难,因此要求减少翻滚,加强转移,防止缠绕,减少棉结。梳棉宜采用“轻定量、慢速度、大速比、多转移”的柔和梳理工艺,梳棉机产量不能太高,一般在30kg/h左右。原有开清棉流程中多刺辊清棉机和锯齿形打手等不适合加工长绒棉,因此青岛宏大纺机、郑州宏大纺机、苏拉金坛纺机经过研究改进,都已生产配备单刺辊清棉机及梳针打以适应于加工长绒棉的清梳联生产线,经过国内纺织企业应用,效果都很好。
2清梳联流程简化
清梳联从上世纪90年代开始向短流程发展,近几年原棉加工工艺改进,逐步采用皮棉清理机,使原棉加工质量提高,不孕籽及杂质少,一般2~3级棉含杂率在0.8%~1.2%,但短绒及棉略有增加。因此,为少损伤纤维,少产生棉结和排除短绒,开清棉流程趋向更短、更简洁。
21流程中取消轴流开棉机
2002年德国特吕茨勒公司在开清棉流程推出SP2ME型多功能分离器替代轴流开棉机,紧接在全自动抓棉机后,将5项功能首次整合一起,即全自动抓棉机的吸风系统、重杂分离用、火花探灭系统、金属探除系统及含尘分离统。该设备不仅对生产和后道设备的运行起到护作用,而且风机排风量可以根据管道长度进调节,以达到理想工作状态。在转杯纺纱清梳中采用SP2ME型多功能分离器后,一般配四刺(CVT4)精清棉机,但在细号环锭纺清梳联中采SP2ME型多功能分离器后配三刺辊精清棉机除效率不够理想。特吕茨勒公司指出,当原棉含大于3%时,还需要配置轴流开棉机。
青岛宏大纺机在长绒棉流程中,根据原料况配用FA125型重物分离除杂机,替代单轴流棉机,从而减少1个打击点,有利于减少短绒和结。它把气流除杂和金属探除系统(FT214型)合在一起,用于去除原棉中大部分杂质和异物。
2.流程中取消精清棉机
瑞士立达公司最近在清梳联流程中取消精棉机,采用“CLEAN feed”清洁棉箱,使精细清棉梳棉机的喂棉箱内进行(见图1)。其特点是:细清棉的任务由各台梳棉机共同承担,纤维的度减少,使清棉更柔和,开松除杂效率更高;充利用已有的开松部件,除了梳棉机喂棉箱中的松辊外,还增添1个除尘刀,可将棉束表面的杂立即除去。使用“CLEAN feed”后的清梳联流程加紧凑,开清流程结构见图2。
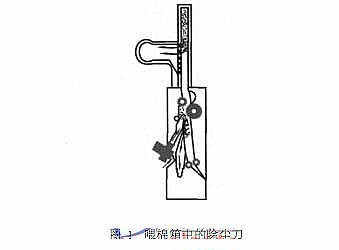

采用“CLEANfeed”柔和处理方式后:精细清棉的工作宽度由2400mm增加到9000mm,使纤维处理的厚度减少;纤维负荷减少到原流程的60%;管道长度减少到原流程的64%;风机数量由7台减少为4台;纱线棉结数减少为原流程的60%;纱线强度比原流程增加2%。
3宽幅化向后工序延伸
在上世纪90年代末期,开清棉机已向宽幅化方向发展,抓棉机的幅宽最高达到3100mm,目前一般都采用2300mm,其他开清棉机的幅宽也在1600mm左右。从2000年开始,瑞士立达公司推出C60型高产梳棉机,宽度由原来1000mm增加到1500mm,把宽幅延伸到梳棉机。立达公司在C60型梳棉机的梳理理念上有较大突破。锡林上的纤维量对于梳理质量至关重要,锡林的纤维量越高,梳理强度就越低。因此,有效梳理表面成为决定棉条质量的一个重要因素。而产量的提高和锡林上纤维量有直接关系,这就意味着棉条和纱线质量的下降。C60型梳棉机就是利用这一关系,将工作宽度从1m增大到1.5m,在锡林上纤维量不变的条件下,使产量相对于原C51型梳棉机增加50%,而棉条和纱线质量没有任何影响。
4高产梳棉机
4.1模块化结构设计
现代高性能梳棉机采用模块组合结构。所谓模块组合结构即把1台设备分解为几个独立单元,如瑞士立达C60型梳棉机,把锡林以外的部件分解为盖板模块、道夫模块、刺辊模块,将这些模块组合在一起就形成1台完整的梳棉机。
模块结构的优点为:
(1)模块结构可以缩短维修时间,提高设备利用率。每组模块都可在1.5h内快速调换,因
此保证了停机时间很短。如调换盖板时,可在远离机器的单独保全区内准备好1套新的调整合格的盖板模块,通过吊装设备把原模块整体拆下,换上新的即可,可以使差错减少,准确性更好,并且缩短了时间。
(2)模块结构具有易于适应不同工艺技术的要求。当更换品种,需要改变梳棉机结构时,C60型梳棉机就不需要更换整台设备,如刺辊模块提供了从单个刺辊更换为3个刺辊单元,反之也可。再如特吕茨勒TC03型梳棉机的前、后固定盖板分梳区由4C元件组成,即清梳元件、分梳元件、控制元件、罩板元件。4C元件调整极为方便,在经过1次精确的调整后,再次拆卸或重新组装无需再调整,且由于精度高,互换性强,可根据工艺要求,在很短时间内就可完成4C部件的组合。
4.2锡林、道夫、刺辊中心线夹角增大高产梳棉机在产量不断提高的条件下,为保证梳理质量,需提高梳理度。由于提高线速度受到纤维单强的限制,当前主要采取抬高锡林中心,同时降低刺辊、道夫中心,改变三者相关位置,使锡林、道夫、刺辊中心线夹角增大,从200扩大到230、250、292.5,以增加梳理面积。
德国特吕茨勒公司的TC03型梳棉机抬高锡林中心后夹角为250°,梳理长度为2.82m,比DK903型梳棉机2.17m增加0.65m,增加了30%。而瑞士立达公司C60型梳棉机将幅宽由1m增加到1.5m并抬高锡林中心,但由于锡林直径减小为816mm,虽梳理夹角增大,但梳理长度由原2.7m降为2.1m,而实际梳理面积增加了20.45m,增幅为16.7%。
我国青岛宏大、郑州宏大、苏拉金坛生产的梳棉机也都不同程度地扩大中心线夹角,以便在少增或不提高锡林速度的条件下,增加梳理度,提高梳棉机产量。在此梳理区域内,各厂都压缩回转盖板根数到80根/30根,C60型梳棉机为79根/25根,为增加前后固定盖板提供条件。
4.3重视梳理质量的稳定性
为保持针布锐度和隔距经常处在“四锋一准”状态,在梳棉机上采取的主要技术措施有以下几方面。
4.3.1梳棉机机上自动磨针
立达公司早在C51型高产梳棉机上开发了梳棉机自动磨针系统(IGS2Classic),配有全自动电脑控制的磨锡林装置,它安装在锡林底部原大漏底位置,通过IGS操作盘设定每套针布使用寿命,控制系统软件根据多年实践经验,确定出磨锡林针布的周期并由计算机控制,在针布使用周期内进行400次轻磨,使针布经常保持锋利。机上磨盖板装置,在不停机情况下,对盖板针布进行平侧磨,保证踵趾面和3mm小平面的平整度,并经常使盖板针布锐度处在锋利状态,保证梳理质量,减少棉结。
4.3.2盖板隔距测量系统(TC2FCT系统)
特吕茨勒TC2FCT测量盖板装置两侧各安装1个“距离感应器”,测量时占用3根盖板的位置,随着测量盖板在整个工作区内移动,确定锡林针齿与盖板针面的距离,将所测得的数据储存在测量盖板系统中的小型计算机内,数据可传输到电脑中并显示曲线,保全人员通过监视屏幕发现不符合工艺要求时可及时进行调整,以保持隔距的准确性。
4.3.3滚珠轴承承载式回转盖板
克罗斯罗尔的MK型梳棉机使用的盖板与众不同,回转盖板由滚珠轴承承载,互相联锁代替传统的链条与曲轨接触,由滑动摩擦改为滚动摩擦,消除了盖板踵趾面与曲轨表面磨灭和无润滑的缺陷。苏拉金坛也用轴承承载回转盖板。盖板通过垫片,采用极差0.025mm的薄垫片,保证精确调整每根盖板与锡林的隔距(其他机型为4处~5处调整),改善梳理条件并可提高盖板速度到400mm/min以上。
4.3.4保持踵趾面准确状态,实现紧隔距为实现紧隔距,一要采用0.56mm小踵趾面,但更为主要的要保持踵趾面不磨损。特吕茨勒公司梳棉机曲轨采用“抗磨损特种塑料滑轨(曲轨)”,同时在两端盖板头上镶上2根“防磨损硬金属销”,使曲轨和盖板头少磨损,保持踵趾面准确,为实现紧隔距创造条件。郑州宏大纺机已采用此技术。青岛宏大纺机在FA232型梳棉机的回转盖板两端都镶上1个“耐磨特种硬塑料套”,也能起到上述作用。
4.4预牵伸装置(IDF和RSB装置)
道夫速度和生条定量是梳棉机高产的主要因素,但道夫速度有一定限度,生条定量又受到后工序牵伸效率的制约,限制了高产梳棉机进一步高产。为解决这一矛盾,特吕茨勒DK903型和TC03型、立达C60型超高产梳棉机都将自调匀整并条机的核心———牵伸匀整部分集成到梳棉机上,使梳棉机具有一定的牵伸功能,当纺转杯纱时,在C60型机及TC03型机棉条定量加重近50%的情况下,采用2倍~2.5倍的牵伸,以平衡后工序的牵伸工艺配置。因此它提升了梳棉机的产量,如C60型机的生条定量最高可达21g/m,台时产量高达150kg/h~180kg/h,TC03型机生条定量可达17g/m,最高产量高达150kg/h。同时,转杯纺纱系统可以根据需要,采用此工艺后,原来为一道并条(带自调匀整)的,可以取消并条直供转杯纺纱机,原来为两道的可以省略一道。这种将单根棉条供给组合式牵伸进行无并合和小倍牵伸的工艺技术,只能减轻棉条的定量和小范围地使纤维顺直平行,它不能达到并条机将多根棉条并合后再牵伸所具有的效果。因此ID和RSB预牵伸只适应于供给转杯纺等自由端纺纱配置。
5智能化进一步提升清梳联现代技术水平
随着工业技术的发展,纺织机械更多地溶入变频技术、计算机技术、传输技术、PLC及工控技术的新成果,使梳棉机的机电一体化、信息化、智能化水平进一步提升。近几年来,在线检测监控技术的应用,进一步提高了清梳联的智能化水平
5.1棉结在线检测监控装置(TC2NCT)
TC03型梳棉机在剥棉罗拉下方,在刚剥下的棉网下边安装有NEPCONTROLTC2NCT棉结检测装置,利用光学方法检测道夫和轧辊间通过的棉网。在密封的有机玻璃观察窗下设有1个装在滑架上的小型数码相机,在小型电机传动下,沿道夫工作宽度往复移动,对棉网连续高速拍照,与数码相机一起移动的一组发光二极管实现照明。由棉结数量检测装置计算机进行图像识别,对图像中的棉结、废粒、棉籽壳、碎片等杂质作出精确的评估和统计,实时显示于电脑触摸屏,并储存于信息系统,实现对输出棉条棉结的在线检测。它具有以下功能:监测设备运转情况;监测针布状态;监控锡林和盖板针布隔距等。棉结在线检测监控装置TC2NCT可以在1条清梳联生产线的每台梳棉机上配1台,随时进行在线检测,也可以在1条生产线上配1台,定期对各梳棉机的棉结情况进行在线检测,后者可以节省投资费用。
5.2落棉感应器(TC2WCT)及除尘刀调节系统
梳棉机刺辊落杂区长度越大,排除的杂质越多,但可纺纤维的损失也相应增大。因此除尘刀工艺调节要以落棉中杂质和可纺纤维的比例为依据。特吕茨勒公司TC03型梳棉机在吸风罩窗前安装有落棉感应器,根据气流及吸落棉中的废棉颗粒状况,在落棉的某个集中点上进行选择性探测。依据反射测量光束颜色的差异,辨别出落棉中的杂质与可纺纤维的比例,计算机软件根据输送的信号,可确定除尘刀最优的位置。
除尘刀被安装在一个环绕刺辊周围的圆弧导轨上,当在机外手动或电动调节齿轮转动时,就可使除尘刀沿圆弧导轨移动,进而调节落杂区长度,用以调节落棉量,并能立即从透明风管中观察其调整后的效果。
6 异性(色)纤维、杂物自动检测清除系统异性(色)纤维、杂物自动检测清除系统(简称异纤清除装置)用以代替人工拣杂,目前国内外已有20多家厂商可提供各种性能的异纤清除装置。异纤清除装置分两大类4种。第一类为对异色物质的检测。检测方式主要有两种,即CCD图像扫描检测和光电检测,它只能检测和清除带色的纤维和杂物,不能检测白色异性纤维;第二类为对带色的和白色的异性纤维及物质进行检测和清除,目前主要应用检测方法也有两种,即紫外光调制检测和超声波换能检测,前者如瑞士JOS2SI公司MPIX型,后者为意大利LOPTEX公司HP型等,国内也生产能检测白色异性纤维的设备。
因此,我们在选购时需要对异纤清除装置的检测原理、结构了解清楚。异纤清除装置经过几年的应用,摸清了棉束大小和清除效率的关系,即当棉束重量为2mg时,检出率为90%左右,8mg时为80%,30mg时仅为70%。因此异纤清除装置的安装位置宜在精清棉机后。
7清梳联网络监控系统
随着自动化水平的提高与发展,特别是网络通讯技术的发展与应用,对清梳联控制系统提出了全新的现代管理要求。国内外纺织机械厂都开发了清梳联网络监控系统。该系统利用计算机技术,通过人机交互手段,利用计算机进行工艺设计、原料优化搭配等,以提高棉纺厂工艺设计水平,缩短设计周期,提高企业技术效益。
7.1网络控制系统的组成
清梳联网络控制系统由以下主要部分组成:
(1)监控主机。也称监控终端,是网络监系统的核心,担负着数据采集、分析、工艺参数显示及调整、远程数据传输和接收等任务。由台或多台计算机、通讯接口、网络连接器等组成.
(2)现场设备。由清梳联各单元机台及输风机、集中控制柜等组成,最多时可达30余台。
(3)现场通讯。也称现场总路线,是网络控系统中最重要部分。由于计算机技术和网络术的发展,使工业控制领域出现了多种形式的络控制技术,如工业现场总线(PROFIBUS)、R485自由通讯协议以及以太网等,使通过网络清梳联进行监视和控制成为可能。
(4)远程监控。由远程计算机、电话线、调解调器等组成。通过远程诊断使棉纺厂能及时
到机械厂家的技术支持,可缩短维修时间,改进艺参数,提高工作效率。
7.2网络监控系统的功能
网络监控系统的功能主要有:①数据的采和显示,如各单机的主要工艺参数、生产实时数以及输棉风道风速、风压、滤尘压力等系统参数②工艺参数的调整。在单机智能化基础上可以监控主机上手动调整或在线自动调整清棉、梳的主要工艺参数;③数据的保存;④多台计算机控,通过内部局域网相互连接,实现资源共享;远程诊断。
7.3网络监控系统的形式
现国内青岛宏大纺机、郑州宏大纺机及苏金坛纺机的清梳联设备,都可配用各自研制生
的清梳联网络监控系统。其网络监控原理、组和功能基本相似,但现场通讯采用的方法不完相同,青岛宏大纺机采用先进的PROFIBUS工现场总线,郑州宏大纺机采用RS2485自由通讯议,苏拉金坛纺机采用工业以太网控制技术。个系统都由集中控制部分、上位机数据采集和程诊断三部分组成。目前都已在棉纺企业使用。
8 突出人性化设计,实现无保养、少保养现代高产梳棉机及开清棉设备,除已有的界面工业触摸屏、变频技术、多电机传动及齿形技术、模块化结构设计外,最近展出机台还有以下特点:
(1)锡林、盖板隔距整体调节装置。TC03型及MK6型梳棉机都配有锡林、盖板隔距整体调节装置。它在第一次把隔距正确调好后,以后在改变原棉品种、工艺调整时,不需要再对盖板、锡林隔距人工逐个调整,可通过整体调节装置在很短时间内整体按±0.025mm或按要求调整,既方便了调整,又节约了时间。
(2)拆卸盖板十分方便。TC03型、C60型梳棉机盖板采用齿形带传动后,盖板头卡在齿形带凸钉上,盖板需要拆卸时,尤其更换1根盖板时只要向上抬起即可取出;MK6型梳棉机用2个螺母固定,只要拧松螺母向外一拉即可方便取出。
(3)TC03型、MK6型梳棉机的安全罩均可很方便地摘下来装在保全小车上,安全罩摘下后形成敞开式维修工作区,同时TC03型机传动部分集中一侧,吸风口集中另一侧,保全工可以很方便地进行维护或在线调整。
9结束语
近几年,来国内外清梳联主要发展趋势和特征主要表现在清梳联流程基本系列化,可以生产纯棉、化纤、非棉等原料的精梳、普梳粗号、细号以及长绒棉等品种。清梳联更趋向于简短的集成化流程,宽幅化已向后部梳棉延伸。在机械结构上趋向模块化组合,便于安装、维修。高产梳棉机产量更高,利用预牵伸装置后,粗号纱产量可达15kg/h。清梳联的结构和器材的改进更注重梳理质量的稳定。智能化水平进一步提高,可以配置异性纤维自动清除控制装置。清梳联已实现网络监控和远程诊断,在机械结构上更突出人性化设计采用多项便于操作维修的措施。
参考文献:
[1]阎磊,张新元.棉纺行业篇〔C〕//2004/2005中国纺织工业技术进步研究报告.北京:中国纺织信息中心,2005:45286.
[2]李妙福,苏馨逸.清梳联工艺设备与管理〔M〕.上海:东华大学出版社,2006.
[3]刘荣清.棉纺异物检测清除的技术分析〔J〕.上海纺织科技,2006(1):12214.
[4]李妙福.异纤在线检测清除装置的特征与应用〔J〕.上海纺织科技,2006(1):15218.
资讯权限图标说明:
1、红锁图标: 为A、B、C等级会员、资讯会员专享;
为A、B、C等级会员、资讯会员专享;
2、绿锁图标: 为注册并登陆会员专享;
为注册并登陆会员专享;
3、圆点图标: 为完全开放资讯;
为完全开放资讯;
本网版权及免责声明:
1、凡本网注明“来源:锦桥纺织网”的所有作品,版权均属于锦桥纺织网,未经本网授权,任何单位及个人不得转载、摘编或以其他方式使用。已经获得本网授权使用作品的,应在授权范围内使用,并注明“来源:锦桥纺织网”。违反上述声明者,本网将追究其侵权责任的权利。
2、凡本网注明“来源:XXX(非锦桥纺织网)”的作品,均转载自其他媒体,转载目的在于传递更多的信息,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
4、有关作品版权及投稿事宜,请联系:0532-66886655 E-mail:gao@sinotex.cn