机织准备篇(五):浆纱之上浆
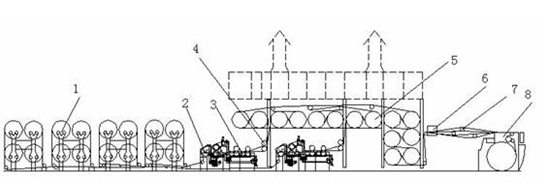
2015/8/20 16:29:48 编辑:Cyx经纱在浆纱机上进行上浆,典型的上浆工艺流程为:纱线从位于经轴架1上的整经轴中退绕出来,经过张力自动调节装置2,进入浆槽3上浆,湿浆纱经湿分绞辊4分绞和烘燥装置5烘燥后通过上蜡装置6进行后上蜡,干燥的经纱在干分绞区7被分离成几层,最后在车头8卷绕成织轴。
良好的上浆加工不仅使经纱的强度增加,毛羽贴伏,耐磨性大大改善,弹性和柔软性得到维持,而且织轴中纱线上浆均匀,伸长一致,回潮合格,织轴圆整。
上浆的质量指标
上浆的质量分为浆纱质量和织轴卷绕质量两部分。浆纱质量指标有上浆率、伸长率、回潮率、增强率和减伸率、浆纱耐磨次数和浆纱增磨率、浆纱毛羽指数和毛羽降低率。织轴卷绕质量指标有墨印长度、卷绕密度和好轴率。
1.上浆率
上浆率=(浆纱干重—原纱干重)/原纱干重×100%
2.伸长率
浆纱伸长率=(浆纱长度—原纱长度)/原纱长度×100%
3.回潮率
浆纱回潮率=(浆纱重量—浆纱干重)/浆纱干重×100%
4.增强率和减伸率
增强率=(浆纱断裂强力—原纱断裂强力)/原纱断裂强力×100%
减伸率=(原纱断裂伸长率—浆纱断裂伸长率)/原纱断裂伸长率×100%
5.增磨率
浆纱增磨率=(50根浆纱平均耐磨次数—50根原纱平均耐磨次数)/50根原纱平均耐磨次数×100%
6.毛羽指数及毛羽降低率
毛羽指数在纱线毛羽测试仪上测定,它表示在单位长度纱线的单边上,超过某一投影长度的毛羽累计根数。
毛羽降低率:
Mj=(R1—R2)/R1×100%
其中,R1——原纱单位长度上毛羽长度达3mm的毛羽指数平均值
R2——浆纱单位长度上毛羽长度达3mm的毛羽指数平均值
7.墨印长度
墨印长度=公称匹长×(1+加放率)/(1—经纱缩率)
8.卷绕密度
卷绕密度是织轴卷绕紧密程度的质量指标。织轴的卷绕密度应适当,卷绕密度过大,纱线弹性损失严重;卷绕密度过小,卷绕成形不良,织轴卷装容量过小。
生产中以称取纱线重量,测定纱线体积来检测织轴卷绕密度。
9.好轴率
好轴率是比较重要的织轴卷绕质量指标,它是指无疵点织轴数在所查织轴总数中占有的比例。 机织准备篇(五):浆纱之上浆
资讯权限图标说明:
1、红锁图标: 为A、B、C等级会员、资讯会员专享;
为A、B、C等级会员、资讯会员专享;
2、绿锁图标: 为注册并登陆会员专享;
为注册并登陆会员专享;
3、圆点图标: 为完全开放资讯;
为完全开放资讯;
本网版权及免责声明:
1、凡本网注明“来源:锦桥纺织网”的所有作品,版权均属于锦桥纺织网,未经本网授权,任何单位及个人不得转载、摘编或以其他方式使用。已经获得本网授权使用作品的,应在授权范围内使用,并注明“来源:锦桥纺织网”。违反上述声明者,本网将追究其侵权责任的权利。
2、凡本网注明“来源:XXX(非锦桥纺织网)”的作品,均转载自其他媒体,转载目的在于传递更多的信息,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
4、有关作品版权及投稿事宜,请联系:0532-66886655 E-mail:gao@sinotex.cn